Reproducible series production on the Chiron Mill 3000 with integrated pre-embossing
Standardized clamping conditions and repeatable processes are essential for economical milling processes with consistent component quality. The SherpaLoader®M20 automates CNC machining on the Chiron Mill 3000 through the combination of camera-based component recognition, defined alignment and embossing processes and synchronized sequences to reduce manual intervention. This creates the conditions for stable machining processes with maximum repeat accuracy and high machine availability.
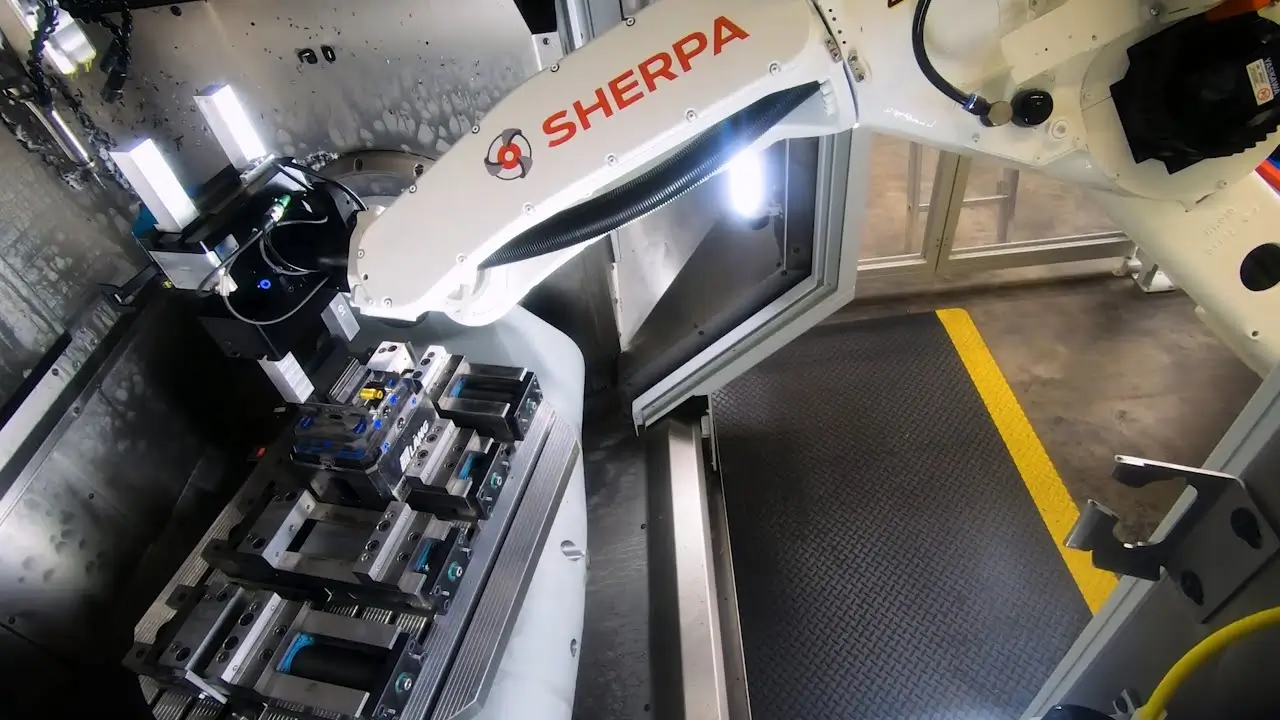
Robot-supported process preparation for CNC Machining with the Chiron Mill 3000
The material is supplied via a SpaceBox. The robot opens the Raw Material Staging automatically and detects the position of the raw parts using a camera-based recognition system. The camera-based detection of the raw parts reduces the need for manual loading of the Raw Material Staging. The robot arm is equipped with two two-jaw parallel grippers. With the blank gripper, the robot grips the first blank and positions it on the alignment station. On the alignment station, the blank is gravimetrically aligned against a mechanical stop and thus prepared for Next clamping. This ensures a reproducible clamping situation in the Chiron Mill 3000 and consistent component quality. After alignment, the Part is transferred to a pre-embossing station. Here, the part is embossed in a defined manner, which prepares the teeth of the vice to be positively embedded in the workpiece. This increases the holding forces during Machining and enables shorter processing times while maintaining process reliability. Before inserting the raw part into the vice of the Chiron Mill 3000, the SherpaLoader®M20 automatically cleans the vice with compressed air to remove chip and coolant residues. This ensures that the part is clamped under constant conditions, without any interfering bodies between the part and the clamping jaws. Automatic cleaning increases process reliability, prevents position deviations due to contamination and contributes to consistent clamping force distribution. This forms the basis for reproducible machining results and reduces the risk of dimensional deviations or unwanted vibrations during machining. After inserting the Part into the vice, the robot closes the vice with an integrated electric torque wrench. About Us, the robot arm can close the machine vice with a defined torque and angle of rotation. This keeps the clamping of the parts constant. The machining process then starts.
Automated post-processing of the machining process on the Chiron Mill 3000
The next workpiece is aligned and pre-stamped in parallel with the machining process. These synchronized processes shorten the cycle time and increase the spindle run time. Once Machining is complete, the SherpaLoader®M20 cleans the Part and opens the vice. The robot arm then removes the finished part from the vice using the finished part gripper and repositions it on the Raw Material Staging. While the finished part is being removed, the robot takes the New raw part into the work area of the Chiron Mill 3000 and can place it directly back into the open vice, allowing the process to run continuously and achieving a high level of reproducibility. The highest safety standards are always met throughout the entire process. The entire system is protected by several safety devices. An all-round safety enclosure limits the robot’s working area. In addition, an access door with a safety interlock and a light barrier monitor access to the processing area so that operation can only take place in a protected state.
Automated component handling on the Chiron MILL 3000 with integrated SherpaLoader® M25
The integration of the SherpaLoader®M20 into the production process results in standardized and reproducible component handling that largely dispenses with manual intervention. The automated processes – from material detection and clamping to the transfer of the finished part – ensure stable process conditions and contribute to consistent component quality. At the same time, the machine running time is optimized as set-up and non-productive times are reduced. The automated implementation of the entire handling process not only increases process reliability, but also improves production efficiency.