Consistent component quality on the Hermle C400 thanks to robot integration
The coordination of machine running time, material flow and component handling is a key factor for consistently efficient production. In the manufacturing process shown, the Hermle C400 5-axis machining center is integrated into an automated process environment by the SherpaLoader®M20, which enables continuous multi-sided machining without manual intervention. The automated transfer, alignment and double clamping of the workpieces ensures standardized processes with reduced non-productive time and a constant level of quality.
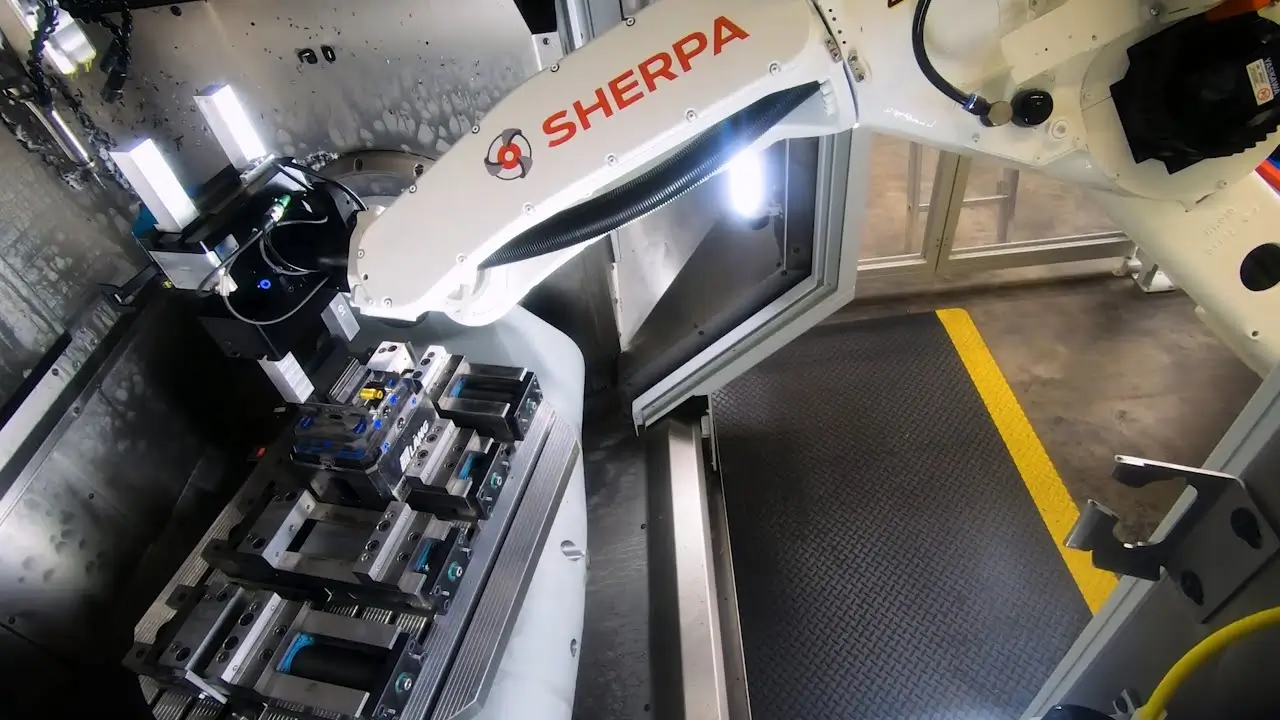
Reproducible component machining on the Hermle C400 thanks to robot-assisted component handling
The SherpaLoader®M20 is equipped with two two-jaw parallel grippers, an automated cleaning unit and a camera-based detection system. With the camera-based recognition system, the robot detects the parts on the material supply and grips them accurately. This allows the production process to be adapted to changing production conditions and component geometries. It also compensates for deviations in manual component provision. Material is provided via two SpaceBoxes, each with up to ten drawers. After picking up the parts, the robot arm picks up the first part and transfers it to the alignment station. There, the Orientation of Blanks is gravimetrically aligned to a stop and thus pre-positioned for subsequent clamping in the Hermle C400. The defined alignment corrects positional deviations before clamping and improves dimensional accuracy and repeatability. Before the blank is inserted into the first vice of the Hermle C400 machining center, the robot cleans the first vice over a large area using several compressed air nozzles. This removes chips and cooling lubricant residues, keeping the clamping surfaces free and maintaining the clamping force. This ensures consistent component quality. The blank is then placed in the vice and clamped before Machining begins. During machining, the robot arm positions the next blank on the alignment station to continue the material flow seamlessly. The implementation of synchronized processes reduces non-productive times in the manufacturing process and increases the spindle running time.
Both Sides machining of components with automated transfer on the Hermle C400
Once the Machining cycle is complete, the robot removes the machined semi-finished part and automatically cleans the vice again. The prepared raw part is inserted and clamped immediately afterwards. The removed semi-finished part is then positioned on a gripping station and turned. The defined rotation enables exact repositioning for the second processing side. In the next step, the turned Part is aligned again on the alignment station. The SherpaLoader®M20 then transfers the semi-finished part to the second vice in the work area of the Hermle C400. It removes the finished part that was edited there in the previous work cycle. The automation unit then cleans the second vice before the aligned semi-finished part is inserted and clamped. The machining of the component is completed with the subsequent machining of the rear side of the component. The staged sequence of turning, cleaning, clamping and machining results in fully automated all-round machining without any manual intermediate steps. The finished part is returned to the Raw Material Staging.
Process-stable CNC production through robot integration on the Hermle C400
Automated CNC production with the Hermle C400 and the SherpaLoader®M20 enables consistently standardized multi-sided machining under reproducible conditions. Robot integration adds a structured process chain with automated component transfer, camera-supported position detection and sequential clamping logic to classic machine processing. The constant coordination between robot control and machine sequence ensures repeatable positioning and reduces position-related tolerance deviations. The automated turning and defined reorientation of the semi-finished parts enable complete Machining of both sides without manual editing. This ensures consistent component quality even with complex geometries and reduces the risk of error-prone transfers. At the same time, machine availability is increased thanks to the parallel preparation of the next processing step. The entire production area is protected by a closed enclosure that prevents creeping under and reaching over. A light curtain with a resolution of 30 mm and an inspection door at the rear of the system prevent unauthorized intervention during operation. The robot speed and position are also reliably monitored. These safety devices support the stable automation process and contribute to long-term operational safety without impairing the continuous process.