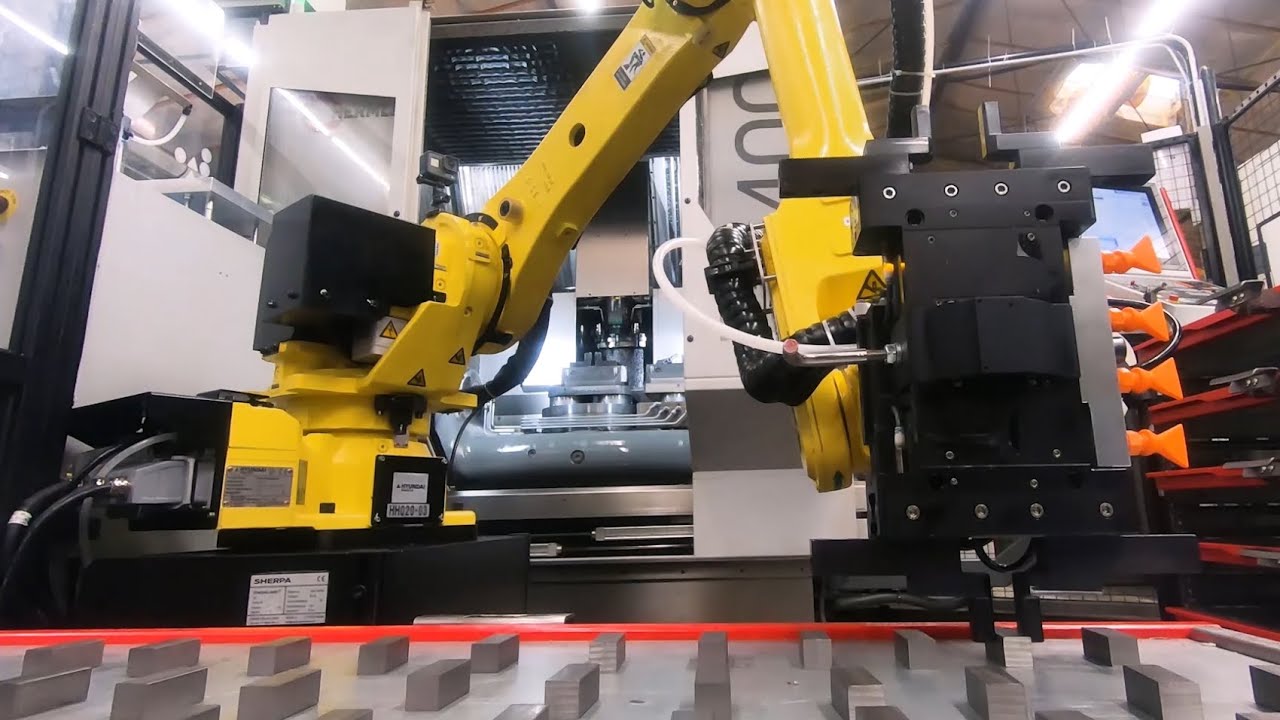
连续的物料流 实现 Hermle C400 的高主轴利用率
在使用 CNC 加工机床的切削加工过程中,对物料准备和加工进行自动化,可实现机床利用率最大化的高效生产。在本视频中,Hermle C400 五轴加工中心的切削加工过程通过一台带有定制物料存储的 SherpaLoader® M50 得到扩展。SherpaLoader® M50 的多样化可能性展示了如何高效改善 Hermle C400 的生产工艺。
物料准备 借助灵活的物料存储用于 Hermle C400
在此过程中,物料准备通过 MAFU-SHERPA 的 SpaceBox 进行。SpaceBox 最多可配备十个抽屉,提供 6 m2 的物料存储。抽屉的数量可根据所用的毛坯几何形状进行调整。在本视频中可以看到,SpaceBox 的一些抽屉被取出,以便也能提供高度更大的工件。SherpaLoader® M50 的物料存储由此可灵活适应不同的工件几何形状。如此即使在变化的生产条件下也能实现高效流程。
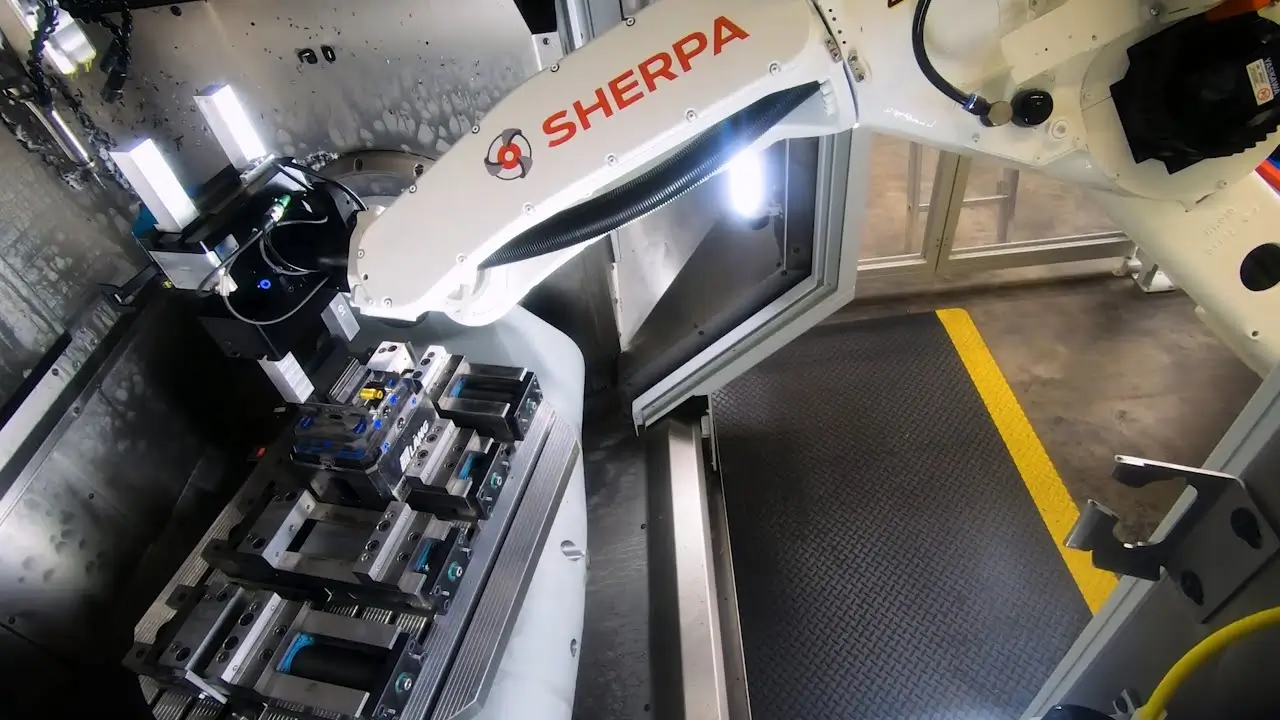
精确的工件定位 通过智能夹持技术和对齐
SherpaLoader® M50 的夹爪配有一个钩子,可用于自动打开物料存储的抽屉。此外,SherpaLoader® M50 还配备了一个摄像头。借助先进的识别技术,SherpaLoader® M50 采集 SpaceBox 上的毛坯,并能精准地抓取它们并定位在定位板上。SherpaLoader® M50 的两个夹爪配置不同,以便对毛坯和成品件进行不同的处理。毛坯夹爪由带 SingerGrip 嵌件的浮动爪组成。浮动爪可补偿毛坯可能的锯切公差,从而即使在变化的条件下也能安全运输毛坯。Sintergrip 提高了抓取牢固度,确保毛坯在运输过程中不会滑移。在定位板上,毛坯被靠在一个确定的挡块上,从而确保工件在夹爪中的对齐符合加工机床中的夹持要求。工件的预定位和毛坯夹爪的 SinterGrip 实现了工件在 Hermle C400 加工中心中的安全定位。由此确保了高过程安全性和恒定的工件质量。
最高的过程自动化 在 Hermle C400 上通过扭矩扳手和压缩空气清洁
在将毛坯放入 Hermle C400 的夹持装置之前,SherpaLoader® M50 用压缩空气清洁夹爪。通过自动化清洁,清除切屑或冷却润滑液残留,从而提高夹持过程的可重复精度。作为另一个工具,SherpaLoader® M50 配有一个扭矩扳手。SherpaLoader® M50 用该扳手操作 Hermle C400 加工中心的夹爪,随后离开设备的工作区。通过对每个工艺步骤的自动化减少人工干预,提高了过程安全性并实现恒定的工件质量。此外,通过将操作人员用于机床上料以外的其他任务,改善了人员管理。
同步流程 提高 Hermle C400 的效率
在毛坯于 Hermle C400 中加工的同时,SherpaLoader® M50 已经准备好下一个毛坯并将其定位在定位板上。加工过程完成后,Hermle C400 的门自动打开,SherpaLoader® M50 在用扭矩扳手松开夹爪之前用压缩空气清洁成品件。SherpaLoader® M50 用成品件夹爪取出成品件,并在夹入下一个毛坯之前清洁夹爪。通过在加工过程中准备新毛坯,以及在取出成品件时随身携带新毛坯,将同步操作引入生产工艺。这些同步流程通过减少辅助时间实现 Hermle C400 的最大利用率。成品件被重新放置在物料存储上,SherpaLoader® M50 开始准备新毛坯。
最大的生产率和安全性 在使用 Hermle C400 的自动化切削加工过程中
生产工艺的完整自动化通过引入同步流程和最小化辅助时间,实现了 Hermle C400 主轴时间的最大化。人工干预的减少通过 SherpaLoader® M50 的多样化可能性实现。除了经济效益之外,生产的安全性也得到最大化。该切削加工过程拥有满足最高安全标准的安全方案。机器人单元完全封闭,进入门已加固。要在自动化运行期间进入生产单元,必须设置开门请求。只有当机器人处于某个位置时,门才会被释放,才可进入生产过程。如此确保了人员的安全。