将自动化流程集成到 CNC 批量生产中
用工件自动上料 CNC 车床可实现均匀的机床利用率和可重现的夹持条件。结合基于摄像头的识别系统、自动卡盘清洁和机械预对齐,SherpaLoader®T88 在 DN Solutions Puma GT3100 LM 上实现了稳定的批量生产自动化。该工艺最大限度减少人工干预,降低切削加工中的生产波动,并最大化主轴运行时间。
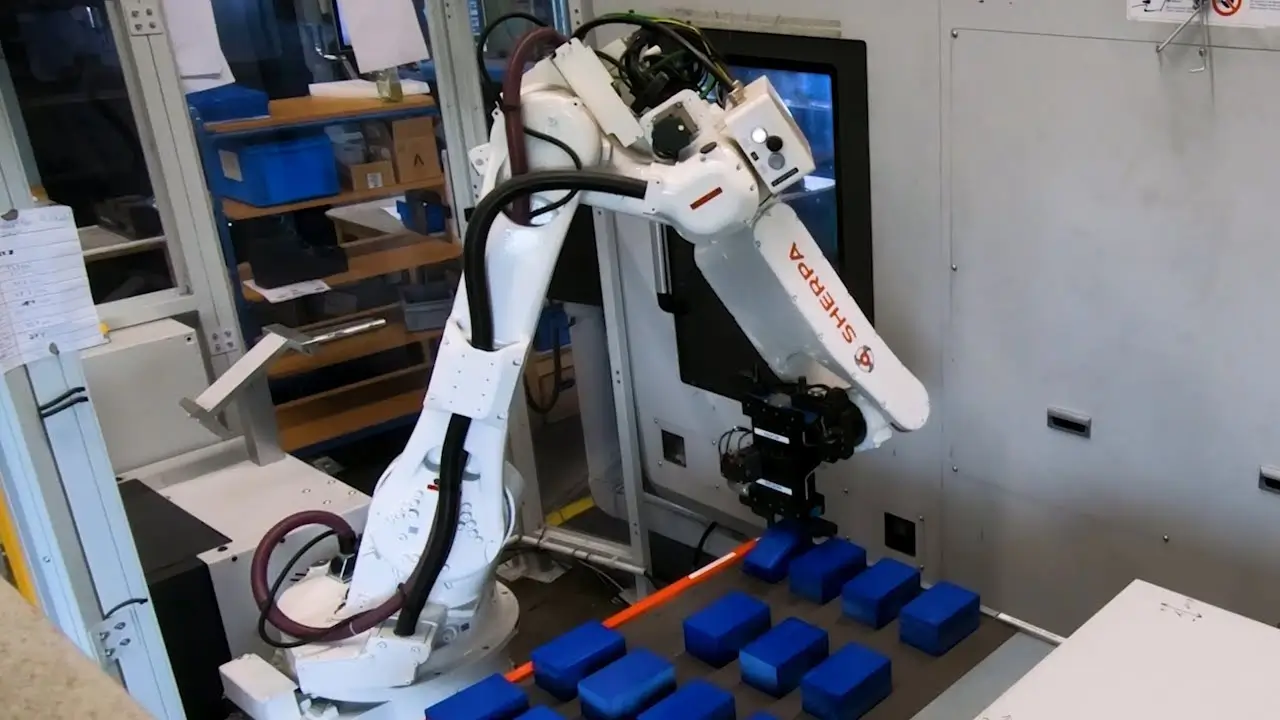
机器人辅助的 CNC 加工 在 DN Solutions Puma GT3100 LM 上
该切削工艺中的物流分为毛坯托盘和成品件托盘。由此可以将毛坯堆叠起来节省空间地提供。SherpaLoader®T88 配备两个三爪定心夹爪,以确保工件的安全运输。借助集成的基于摄像头的识别系统,机器人手臂采集毛坯托盘上毛坯的位置。由此降低了对托盘人工上料的要求,切削工艺能够以最小的投入适应变化的生产条件。在摄像头识别的控制下,机器人用毛坯夹爪抓取第一个毛坯并将其放置在对齐工位上。这种机械预对齐确保了可重复精度的定位,并保证工件在设备中的夹持位置。对齐后,毛坯被送入 DN Solutions Puma GT3100 LM 的卡盘。在工件被夹紧之前,机器人用压缩空气自动清洁卡盘。此措施清除夹持面上的切屑和冷却液残留,确保恒定的夹持条件。由此确保稳定的工件质量并减少夹具的维护工作量。随后毛坯被自动夹紧,切削工艺开始。早在切削过程中,机器人已从托盘抓取下一个毛坯并将其放置在对齐工位上。同步工艺的实施减少了辅助时间,提高主轴运行时间,并实现连续的工艺流程。加工完成后,SherpaLoader®T88 在用成品件夹爪取出成品件之前,用压缩空气自动清洁成品件。同样地,在夹入下一个毛坯之前,会再次清洁卡盘。
正面和背面加工的自动化 在 DN Solutions Puma GT3100 LM 单主轴机床上
半成品件的放置分两步进行,并集成了翻转工位。首先,半成品件从加工机床中取出并放置在重新夹持工位上。随后,机器人从另一侧抓取成品件,将其旋转并以确定的位置放置在成品件托盘上。一旦所有毛坯的第一道加工完成,DN Solutions Puma GT3100 LM 中的夹持装置会被改装。对于背面加工,成品件托盘用作加工工件背面的物料存储。此流程实现了结构化的后续加工,以及在单主轴机床上正面和背面的自动化。
机器人辅助的 CNC 批量生产 在 DN Solutions Puma GT3100 LM 上集成安全功能
通过结合摄像头辅助零件识别、机械预对齐和持续卡盘清洁的自动化搬运,形成了恒定的生产条件。工件的尺寸精度保持稳定,差异减少,废品可降低。同时,人工操作得以最小化。DN Solutions Puma GT3100 LM 上的自动化单元由此支持经济上可扩展的批量生产,质量稳定一致且设备可用性高。在此过程中始终满足最高的安全标准。整个自动化单元配备了安全导向的监控。上料侧设有安全监控的翼门,加工机床背面同样如此。此外,机器人的位置和速度受到持续监控。通往 SherpaLoader®T88 工作区的门配备了锁止装置。这些装置可防止操作人员在机器人夹爪中夹持着工件(该工件掉落时可能伤及人员)的时刻进入工作区。