Automatiseeritud töövoogude integreerimine CNC seeriatootmisse
CNC treipinkide automatiseeritud varustamine detailidega võimaldab ühtlast masinakoormust korratavate kinnitustingimustega. Koos kaamerapõhise tuvastussüsteemi, automatiseeritud padruni puhastamise ja mehaanilise eeljoondamisega automatiseerib SherpaLoader®T88 stabiilse seeriatootmise DN Solutions Puma GT3100 LM-il. Protsess vähendab käsitsi sekkumisi, vähendab tootmiskõikumisi lõiketöötlusprotsessis ja maksimeerib spindli tööaega.
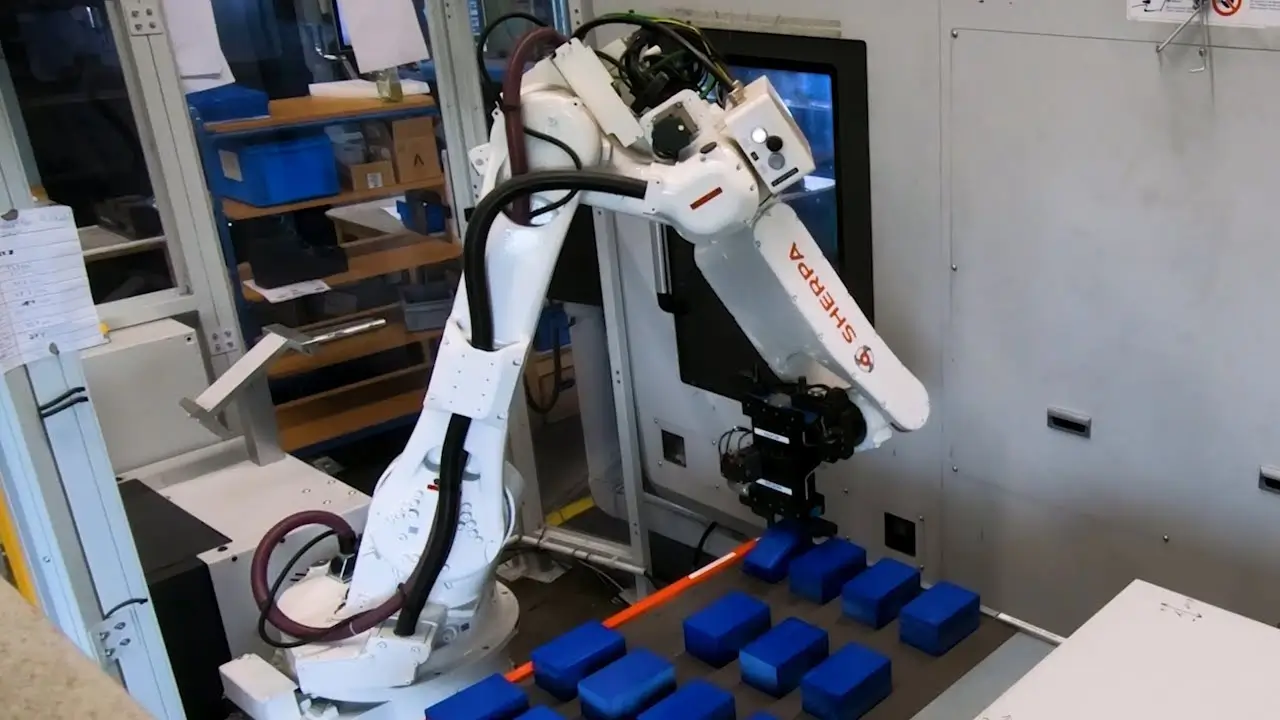
Robotipõhine CNC töötlemine DN Solutions Puma GT3100 LM-il
Materjalivoog selles lõiketöötlusprotsessis on jaotatud tooriku aluseks ja valmis detaili aluseks. Nii on võimalik toorikuid ruumi säästvalt virnades ette anda. SherpaLoader®T88 on varustatud kahe kolmeloualise tsentreerimishaaratsiga, et tagada detailide ohutu transport. Integreeritud kaamerapõhise tuvastussüsteemiga tuvastab robotikäsi toorikute asukoha tooriku alusel. Nii vähenevad nõuded aluse käsitsi varustamisele ja lõiketöötlusprotsessi saab minimaalse vaevaga kohandada muutuvatele tootmistingimustele. Kaameratuvastusega juhituna haarab robot esimese tooriku toorikuhaaratsiga ja positsioneerib selle joondamisjaama. See mehaaniline eeljoondamine tagab korduvtäpse positsioneerimise ja kindlustab detailide kinnitusasendi seadmes. Pärast joondamist viiakse toorikud DN Solutions Puma GT3100 LM padrunisse. Enne tooriku kinnitamist puhastab robot padruni automaatselt suruõhuga. See meede eemaldab laastude ja jahutusaine jäägid kinnituspindadelt ja tagab ühtlased kinnitustingimused. Sellega tagatakse ühtlane detailikvaliteet ja vähendatakse kinnitusseadmete hoolduskoormust. Seejärel kinnitatakse toorik automaatselt ja lõiketöötlusprotsess algab. Juba lõiketöötluse ajal haarab robot järgmise tooriku aluselt ja positsioneerib selle joondamisjaama. Sünkroonsete protsesside rakendamine vähendab kõrvalaegu, suurendab spindli tööaega ja võimaldab pidevat protsessijärjestust. Pärast töötlemise lõppu puhastab SherpaLoader®T88 valmis detaili automaatselt suruõhuga, enne kui see valmisdetaili haaratsiga välja võetakse. Samuti puhastatakse padrun uuesti, enne kui järgmine toorik kinnitatakse.
Esi- ja tagakülje töötlemise automatiseerimine DN Solutions Puma GT3100 LM ühespindlilises masinas
Pooltoodete äraladumine toimub kahes etapis koos pööramisjaama integreerimisega. Esmalt võetakse pooltoode töötlemismasinast välja ja asetatakse ümberhaaramisjaama. Seejärel haarab robot detaili teiselt küljelt, pöörab selle ümber ja asetab valmis detaili alusele määratud asendisse. Niipea kui kõigi toorikute esimene töötlemine on lõppenud, ehitatakse DN Solutions Puma GT3100 LM kinnitusrakis ümber. Tagakülje töötlemiseks toimib valmis detaili alus detailide tagakülgede töötlemise materjali laona. See töövoog võimaldab struktureeritud edasitöötlemist ning esi- ja tagakülje automatiseerimist ühespindlilisel masinal.
Robotipõhine CNC seeriatootmine integreeritud ohutusega DN Solutions Puma GT3100 LM-il
Automatiseeritud käsitsemine kaamerapõhise detailide tuvastamise, mehaanilise eeljoondamise ja pideva padruni puhastamisega loob ühtlased tootmistingimused. Detailide mõõtmetäpsus jääb stabiilseks, kõikumised vähenevad ja praaki saab vähendada. Samal ajal vähendatakse käsitsi tehtavaid tegevusi. Automatiseeritud rakk DN Solutions Puma GT3100 LM-il toetab seega majanduslikult skaleeritavat seeriatootmist ühtlase kvaliteedi ja seadme kõrge käideldavusega. Seejuures täidetakse alati kõrgeimaid ohutusstandardeid. Kogu automatiseerimisüksus on varustatud ohutusele suunatud jälgimisseadmetega. Laadimispoolel paiknevad ohutult jälgitavad tiibuksed, samuti töötlemismasina tagaküljel. Täiendavalt jälgitakse roboti asendit ja kiirust pidevalt. SherpaLoader®T88 tööala uksed on varustatud lukustusseadmetega. Seadmed takistavad operaatoril tööalasse sisenemist hetkedel, mil robot hoiab haaratsis kinni detaili, mis kukkudes võiks inimesi vigastada.