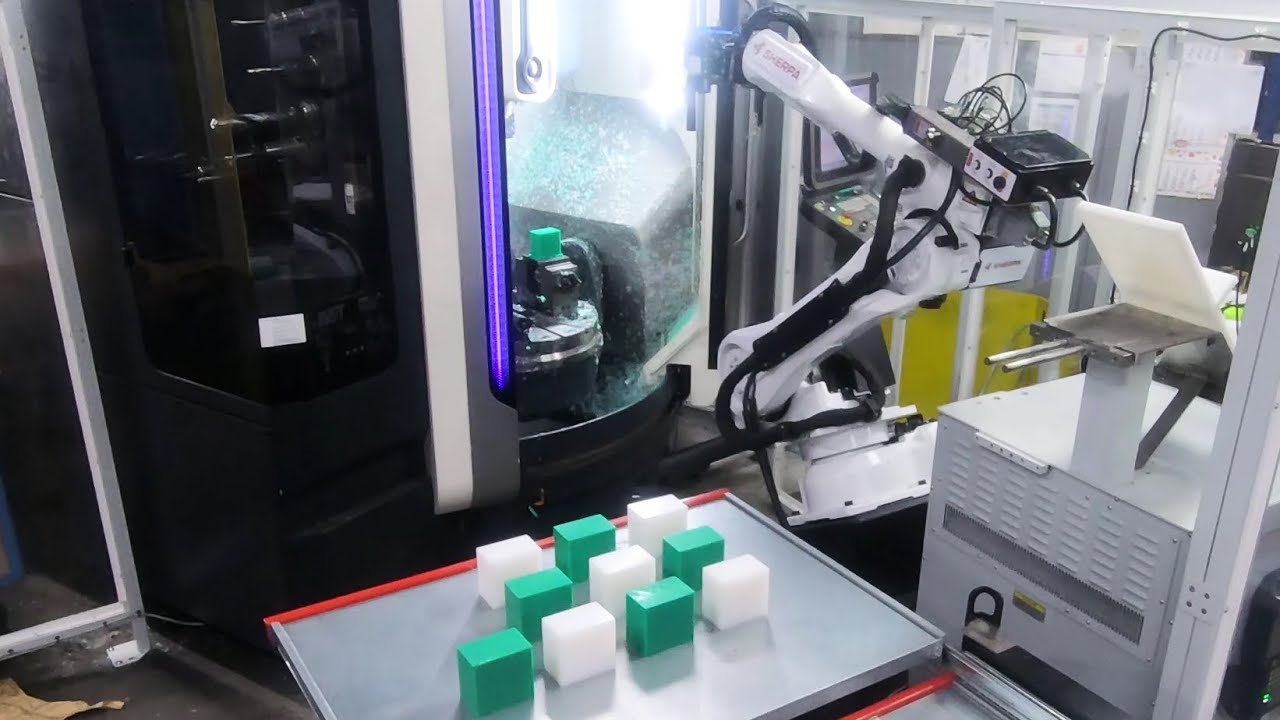
Ефективна 5-осна обработка благодарение на автоматизираната подготовка на материала и захващане
Автоматизираното рязане на детайли с обработваща машина поставя високи изисквания към организацията на процеса. По-специално, гъвкавата подготовка на материала изисква прецизно подравняване на компонентите за възпроизводимо закрепване в обработващата машина. В следващото приложение процесът на обработка на машина Grob G550a е автоматизиран с помощта на SherpaLoader®M50. Подаването на материала се извършва чрез два палета. Позицията на предоставената заготовка се определя от вградената в робота система от камери. Поддържаното от камерата разпознаване идентифицира точното положение на детайлите върху палетите и дава възможност за прецизно захващащо движение независимо от точността на поставяне. Това намалява необходимостта от ръчно зареждане на палети и свежда до минимум свързаните с грешки прекъсвания на производствения процес.
Автоматизирано позициониране и затягане на компоненти за постоянно качество на процеса
SherpaLoader®M50 е оборудван с два двучелюстни паралелни хващача, един за заготовки и един за готови детайли. След като открие позициите на компонентите с технологията за разпознаване, базирана на камерата, роботът взема първата заготовка от палета с хващача за заготовки и го позиционира върху подравнителна плоча. Чрез поставянето ѝ срещу фиксиран ограничител позицията на компонента се определя точно преди затягането. Това осигурява повторяемо прехвърляне към устройството за притискане и намалява отклоненията в позицията на притискане. Това има пряко въздействие върху точността на размерите и качеството на повърхността. След това тиквата на обработващия център Grob G550a се почиства автоматично със сгъстен въздух, за да се предотвратят грешки при затягането, причинени от стружки или остатъци. Редовното автоматично почистване спомага за повишаване на стабилността на процеса и намалява престоите, причинени от грешки в зоната на притискане. След това роботизираната ръка поставя предварително позиционираната заготовка в почистения тиквеник и обработката започва.
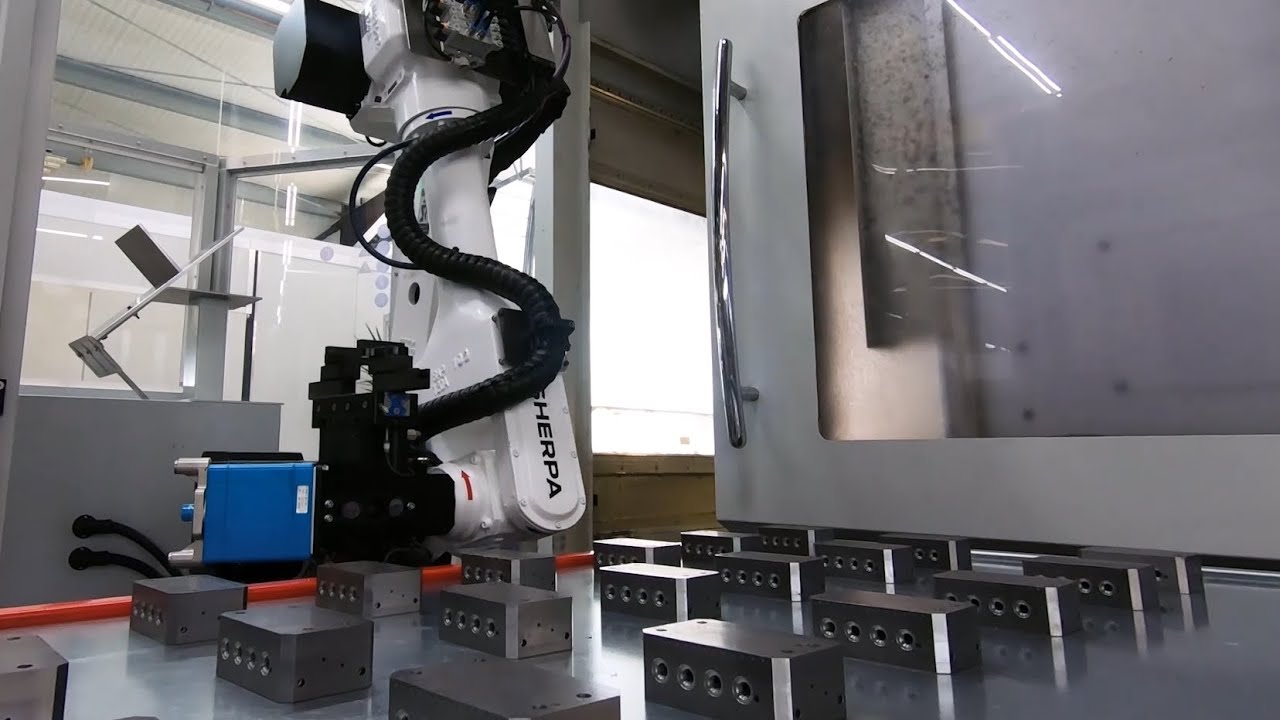
Синхронни процеси за максимално увеличаване на времето за работа на шпиндела на Grob G550a
Докато обработващият център Grob G550a извършва рязането, SherpaLoader®M50 вече взима следващата заготовка от палета и я позиционира върху подравнителната плоча. По този начин се свежда до минимум времето за изчакване между етапите на обработка и се увеличава максимално времето за работа на шпиндела. Паралелната последователност на обработката на компонентите и обработката увеличава наличността на машината и подобрява икономичното използване на обработващия център. След приключване на рязането готов детайл се почиства автоматично със сгъстен въздух директно в машинното менгеме. След това роботът изважда готовия детайл с помощта на хващача за готови детайли и отново почиства тила. Вече подготвената заготовка се поставя автоматично, така че следващият цикъл на обработка може да започне без ръчна намеса. Последователното боравене от страна на робота осигурява постоянна последователност на процеса, което предотвратява отклонения в процеса на затягане. По този начин се осигурява постоянно качество на компонента.
Възпроизводимо производство с намалена ръчна намеса
Комбинацията от детекция с камера, контролирана обработка и автоматично почистване позволява постоянно качество на компонентите, като същевременно намалява натоварването на оператора. Чрез намаляване на ръчната намеса се свежда до минимум рискът от грешки при работа, повишава се надеждността на процеса и се постига постоянна наличност на машината. По този начин SherpaLoader®M50 реализира стабилен и ефективен производствен процес на Grob G550a – подходящ за серийни процеси с високи изисквания за качество и постоянни времена на цикъла.
Автоматизация, съобразена с изискванията за безопасност, на Grob G550a с SherpaLoader®M50
Автоматизираният процес на Grob G550a отговаря на всички изисквания за безопасност при работа в индустриална среда. Цялата производствена клетка е оборудвана с ориентирани към безопасността защитни устройства, които предотвратяват достъпа до опасната зона. Те включват механични устройства, които предотвратяват навлизането, пълзенето под и прескачането, безопасно контролирана светлинна завеса с разделителна способност 30 mm за откриване на ръцете от страната на зареждане и безопасно контролирана врата за проверка в задната част на системата. Позицията и скоростта на робота също се контролират безопасно. Тези мерки осигуряват безопасна и надеждна работа на автоматизираната система по всяко време.