自動化流程的整合 融入 CNC 批量生產
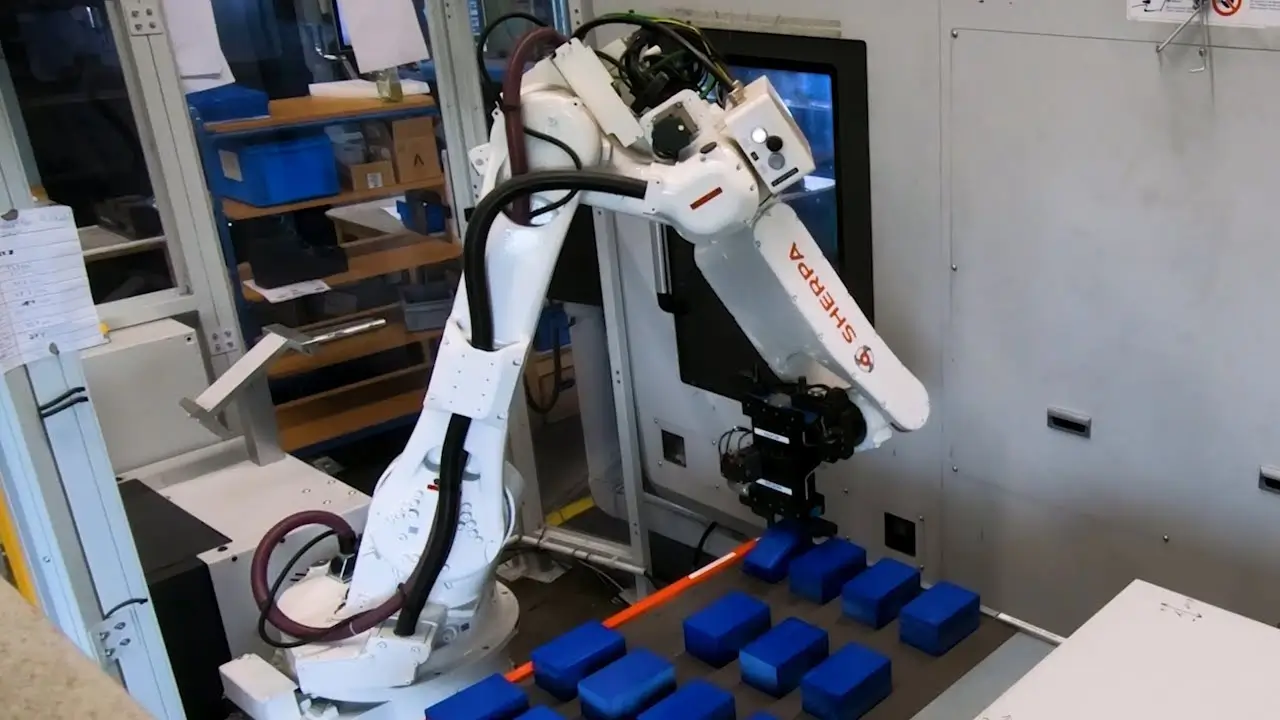
以工件自動上料 CNC 車床可實現均衡的機床利用率與可重現的夾持條件。結合攝像頭式識別系統、自動化卡盤清潔與機械預對齊,SherpaLoader®T88 在 DN Solutions Puma GT3100 LM 上實現穩定的批量生產自動化。該製程將人工介入降至最低,減少切削加工製程中的生產波動,並最大化主軸運行時間。
機器人輔助的 CNC 加工 在 DN Solutions Puma GT3100 LM 上
此切削加工製程中的物流分為毛坯托盤與成品件托盤。如此便能將毛坯以堆疊方式節省空間地提供。SherpaLoader®T88 配備兩個三爪定心夾爪,以確保工件的安全搬運。機器人手臂透過整合的攝像頭式識別系統偵測毛坯托盤上毛坯的位置。如此降低了對人工裝填托盤的要求,使切削加工製程能以最少的投入適應變化的生產條件。在攝像頭識別的控制下,機器人以毛坯夾爪抓取第一個毛坯並將其放置在對齊工位上。這種機械預對齊確保可重現的定位並保障工件在設備中的夾持位置。對齊後,毛坯被送入 DN Solutions Puma GT3100 LM 的卡盤。在工件被夾持之前,機器人以壓縮空氣自動清潔卡盤。此措施清除夾持面上的切屑與冷卻液殘留,確保穩定的夾持條件。藉此確保一致的工件品質並減少夾具的維護工作。隨後毛坯被自動夾持,切削加工隨即開始。在切削進行的同時,機器人已從托盤抓取下一個毛坯並將其放置在對齊工位上。同步製程的導入減少輔助時間、提高主軸運行時間並實現連續的製程順序。加工結束後,SherpaLoader®T88 以壓縮空氣自動清潔成品件,隨後以成品件夾爪取出。同樣地,在下一個毛坯被夾持之前會再次清潔卡盤。
正面與背面加工的自動化 在 DN Solutions Puma GT3100 LM 單主軸機床上
半成品件的放置分為兩步,並整合了翻轉工位。首先,半成品件從加工機床中取出並放置在重新夾持工位上。隨後,機器人從另一側抓取成品件、旋轉並以確定的位置放置在成品件托盤上。一旦所有毛坯的第一道加工完成,DN Solutions Puma GT3100 LM 中的夾持裝置便會改裝。在背面加工中,成品件托盤用作背面加工的物料存儲。此流程實現了結構化的後續加工,以及在單主軸機床上正面與背面的自動化。
機器人輔助的 CNC 批量生產 在 DN Solutions Puma GT3100 LM 上整合安全防護
透過具攝像頭式零件識別、機械預對齊與持續卡盤清潔的自動化搬運,形成一致的生產條件。工件的尺寸精度保持穩定,差異得以減少,廢品可被降低。同時,人工作業被最小化。DN Solutions Puma GT3100 LM 上的自動化單元因此支援一種經濟且可擴展的批量生產,並具備一致的品質與高設備可用性。在此過程中始終滿足最高的安全標準。整個自動化單元配備了安全導向的監控。在上料側設有安全監控的雙扇門,加工機床的背面亦然。此外,機器人的位置與速度受到持續監控。通往 SherpaLoader®T88 工作區域的門配備了鎖止裝置。當機器人在夾爪中夾持著一個若掉落可能傷及人員的工件時,這些裝置可防止操作人員進入工作區域。