自动化工件上料,实现 MORI SEIKI SL-400BMC/800 稳定可靠的车削加工
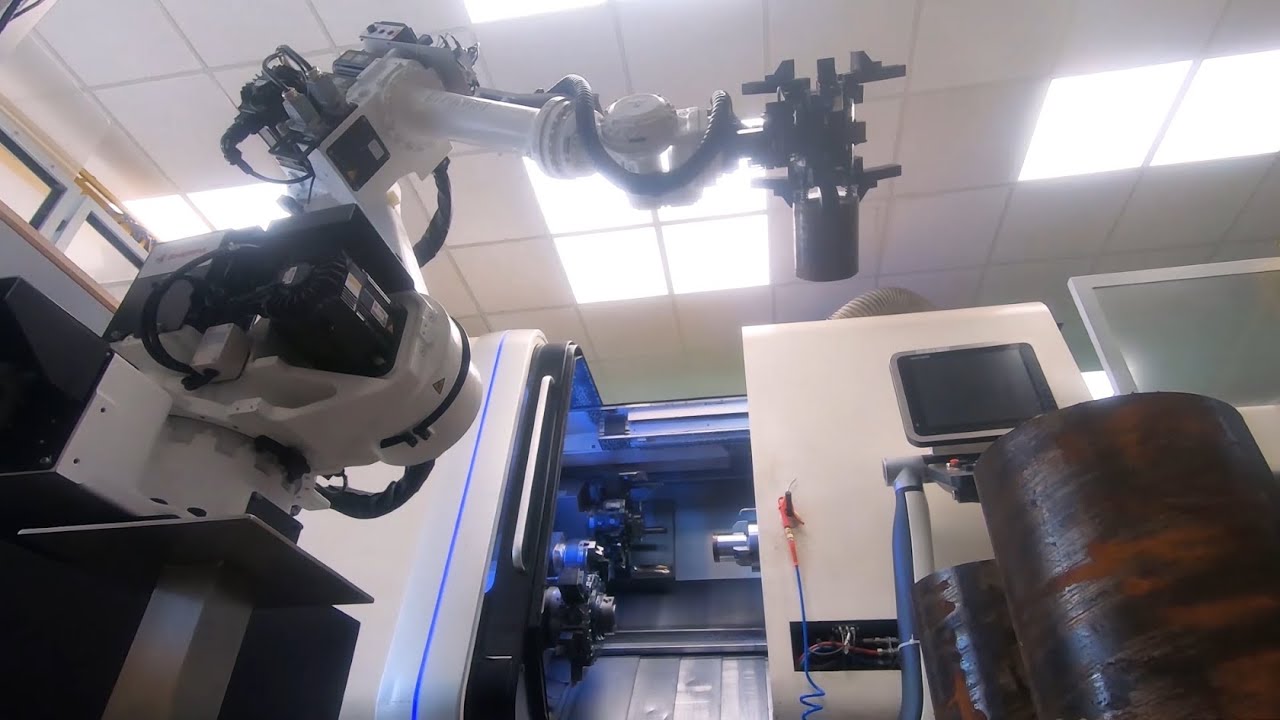
在 CNC 车削加工中,精确且可重复的工件搬运对工艺稳定性起着核心作用。在以下应用中,矩形铸件在 MORI SEIKI SL-400BMC/800 上的物料准备与装夹由一台 SherpaLoader®T20 实现自动化。通过对工件上料、定位和工件装夹的自动化,可以减少人工干预、降低辅助时间,并使生产工艺标准化和优化。
自动化 CNC 切削加工,搭配 MORI SEIKI SL-400BMC/800
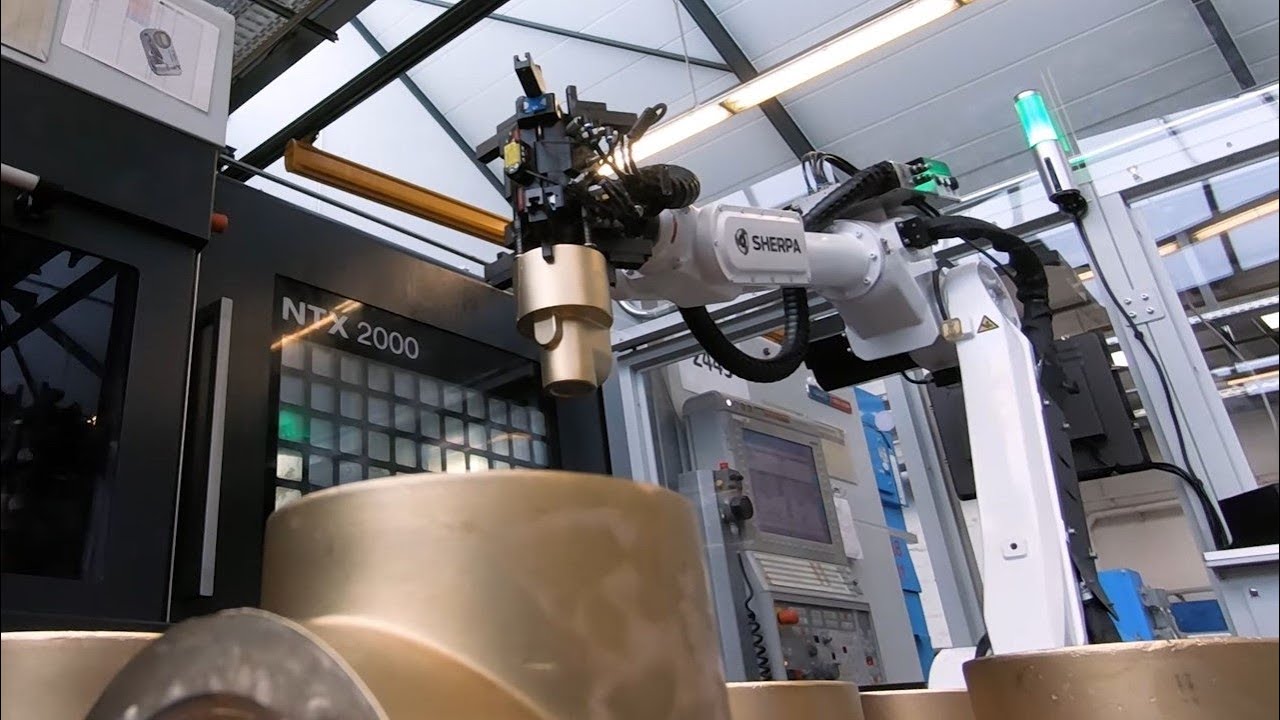
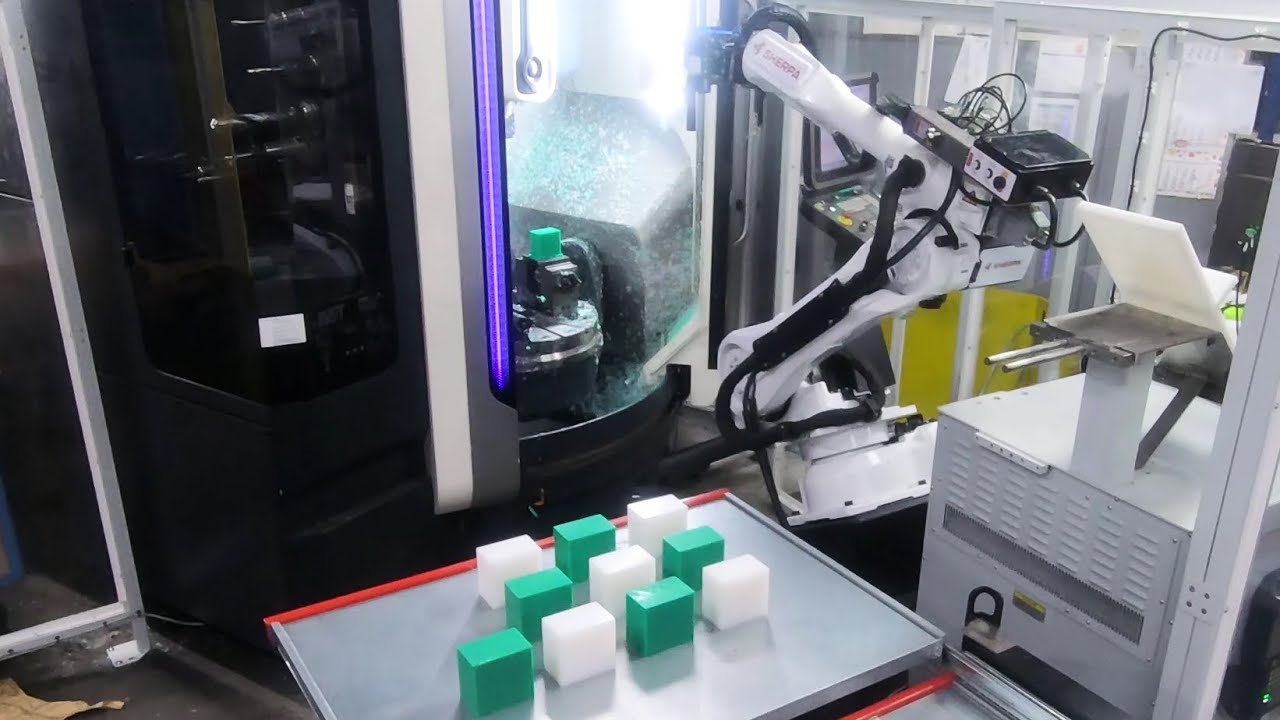
物料准备通过一台台车完成,毛坯放置在台车上。SherpaLoader®T20 借助 集成的摄像头系统 检测所提供的工件。该系统可识别不规则散放工件的位置与姿态。根据这些信息,两爪平行夹爪精确抓取第一个工件,并将其放置在对齐板上。
机器人单元在自主运行中保障人员安全的生产。安全装置包括一套安全型控制系统、用于防止伸入、下钻和越过的机械防护装置、一道在上料侧分辨率为 30 mm 用于手部识别的安全监控光幕、一扇位于背面的安全监控检修门,以及在 Performance Level d 等级下对机器人位置和速度的持续监控。这些措施可在与 MORI SEIKI SL-400BMC/800 联线运行时实现持续安全的运行。
抓取毛坯后,机器人将工件放置在预定位滑道上。预定位用于对靠紧的工件边缘进行基准定位,以便装夹到 MORI SEIKI SL-400BMC/800 的卡盘中,并有助于提高重复定位精度。对齐后,毛坯被送入 MORI SEIKI SL-400BMC/800 的工作区。在装入机床夹具之前,先用压缩空气自动清洁卡盘,以清除切屑和润滑剂残留。由此确保装夹的可重复性和较高的工件质量。随后毛坯被装夹到清洁后的卡盘中,车削加工随即开始。对齐、清洁与装夹的自动化组合有助于实现稳定的装夹位置,从而保证工艺的重复精度。
并行流程,减少辅助时间并提升工艺可靠性
当工件在 MORI SEIKI SL-400BMC/800 上加工时,SherpaLoader®T20 已经在准备下一个工件。在对齐板上的定位与正在进行的加工过程同步完成,从而减少辅助时间。切削加工结束后,成品件在装夹状态下用压缩空气自动清洁,随后机器人手臂用两爪夹爪将其取出。接着再次清洁卡盘,并自动放入下一个已准备好的毛坯。同步的搬运最大限度地减少了各加工节拍之间的辅助时间,并 最大化主轴运行时间。
稳定的批量生产,搭配 MORI SEIKI SL-400BMC/800
SherpaLoader®T20 将成品件重新放回物料存储区。自动化回送可实现对已加工工件的有序归类,并保障生产流程。工件搬运的 全面自动化 将人工干预降至最低,从而最大限度地降低操作失误的风险,实现持续可重复的生产。同时 操作人员的负担得到减轻,可以专注于更高层次的工作。摄像头位置识别、自动对齐、受控装夹与反复清洁的组合,在保持高机床利用率的同时确保始终如一的高工件质量。由此,SherpaLoader®T20 实现了一个稳定可靠且高效的车削流程——特别适用于具有稳定节拍时间的高重复精度批量生产。