Folyamatautomatizálás a Hermle C 20 U géppel és a SherpaLoader® M25 rendszerrel
Az 5 tengelyes megmunkálóközpontok gazdaságos kihasználásában a kézi beavatkozások csökkentése központi szerepet játszik. Az itt megvalósított megoldásban a SherpaLoader® M25 egy átfogó munkadarab-kezelést automatizál egy Hermle C 20 U gépen. A nyersdarab felvételétől a kész munkadarab lerakásáig terjedő folyamatok össze vannak hangolva, és egyenletes alkatrész-adagolást tesznek lehetővé állandó befogási minőség mellett. A kamerás alkatrész-felismerés, az automatizált befogóeszköz-kezelés és a szabályozott tisztítási szekvencia kombinációja képezi az alapját egy stabil, robottámogatott gyártási folyamatnak.
Integrált biztonsági funkciók az automatikus üzemhez
Az automatizált folyamat biztonságos megvalósítása érdekében a robotcella átfogó védőberendezésekkel van felszerelve. A betöltési oldalon egy 30 mm felbontású, biztonságosan felügyelt fényfüggöny megakadályozza, hogy személyek véletlenül a biztonsági területbe nyúljanak. Ehhez társul egy felügyelt szárnyas ajtó a hátoldalon. A robot pozíciójának és sebességének folyamatos összevetésével kombinálva mindig személyvédelmi szempontból biztonságos üzemeltetés biztosított, és az üzem közbeni benyúlás, alábújás vagy átnyúlás biztonságosan megakadályozható. A biztonsági berendezések megszakítás nélküli, megbízhatóan védett folyamatot tesznek lehetővé.
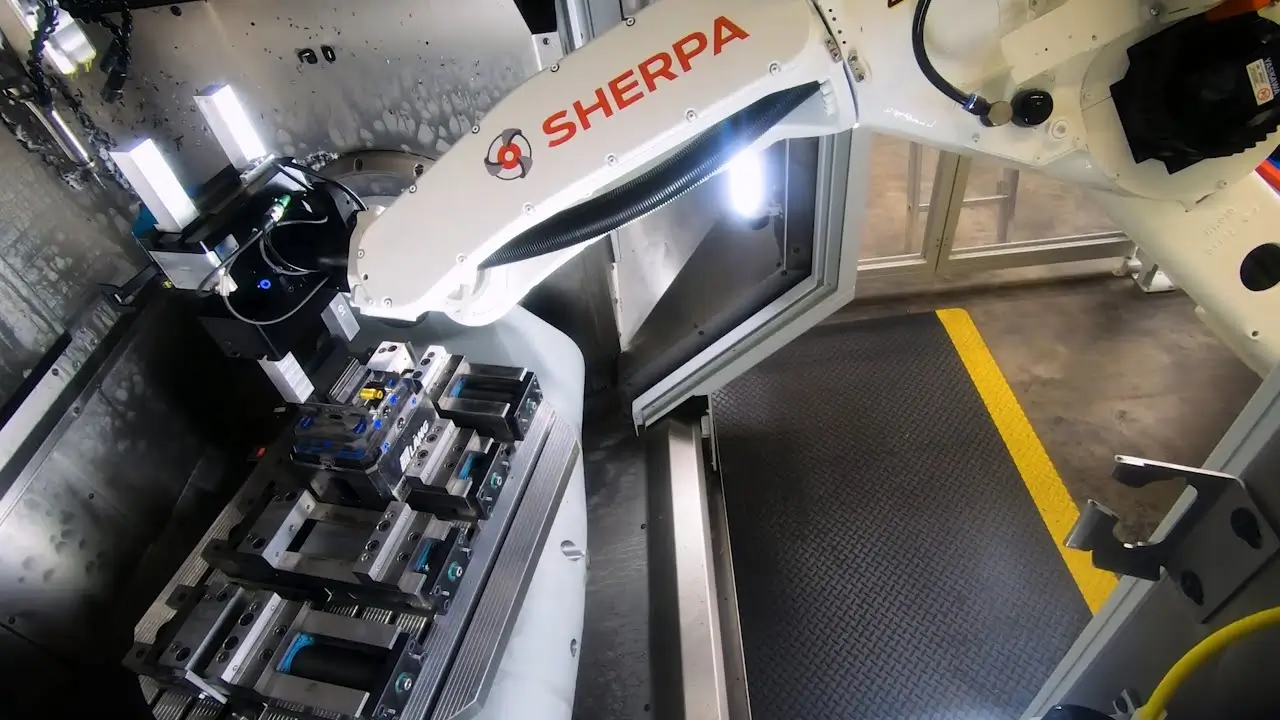
Robottámogatott CNC forgácsolás egy Hermle C 20 U gépen
Az anyag-előkészítés egy SpaceBox segítségével történik. Ezt a robot automatizáltan, a robotmegfogón lévő kihúzóhorog segítségével nyitja ki. Egy kamerás felismerőrendszer ezután érzékeli a nyersdarabok pozícióit az anyagtárolóban, így a SherpaLoader® M25 biztonságos és helyzethelyes megfogást végezhet. A nyersdarabok automatikus érzékelése csökkenti az anyagtároló kézi feltöltésével szembeni követelményeket, és lehetővé teszi az automatizálás egyszerű hozzáigazítását a változó munkadarab-geometriákhoz és gyártási feltételekhez. A robotkar két kétpofás párhuzamos megfogóval van felszerelve. Az első nyersdarabot a nyersdarab-megfogóval fogja be, és egy igazító állomáson egy mechanikus ütközőhöz pozicionálja. A definiált előigazítás csökkenti a befogási hibákat, biztosítja az ismétlőpontos befogást a gép satujába, és támogatja a megmunkálási minőség reprodukálhatóságát. A nyersdarab automatizált igazítása után a SherpaLoader® M25 a Hermle C 20 U munkaterébe juttatja azt. Az alkatrész behelyezése előtt a satu automatikus tisztítása történik a forgács- vagy hűtő-kenőanyag-maradványok eltávolítása érdekében. Ezáltal javulnak a befogási feltételek, csökken a befogási technika kopása, és elkerülhetők a megmunkálási folyamat lehetséges zavarai. Ezt követően a robot a nyersdarabot a gépsatuba helyezi. A SherpaLoader® M25 integrált nyomatékcsavarozóval rendelkezik, amellyel a robot a mechanikus satut definiált nyomatékkal és elfordulási szöggel zárhatja. A forgácsolás közben főidővel párhuzamosan már elő is készíti a következő nyersdarabot. A szinkron folyamatok bevezetése csökkenti a gépleállásokat, és lehetővé teszi az orsó futásidejének maximalizálását. A forgácsolási folyamat után a robotkar megtisztítja a kész munkadarabot, hogy eltávolítsa a rátapadt szennyeződéseket, például a forgácsot vagy a hűtő-kenőanyagot. Ezt követően a SherpaLoader® M25 a nyomatékcsavarozóval kinyitja a satut, és a kész munkadarab-megfogóval kiveszi a kész munkadarabot. A satut újra automatikusan megtisztítja, mielőtt a következő nyersdarabot behelyezné és befogná. A kész alkatrészek visszakerülnek az anyagtárolóba. A szabványosított tisztítás és átadás révén állandó megmunkálási minőség támogatott, és a gép karbantartása egyszerűsödik.
Hatékony automatizálás a Hermle C 20 U gépen a SherpaLoader® M25 rendszerrel
A Hermle C 20 U gépen a SherpaLoader® M25 által végzett automatizált átadás reprodukálható feltételeket teremt a teljes forgácsolási folyamat számára. A definiált munkadarab-felismerés, a precíz előigazítás és az automatizált satukezelés kombinációjával csökkenthetők a kézi beavatkozások hatásai. A robottámogatott CNC-megmunkálás így állandó befogási és átadási feltételek mellett zajlik, ami javítja az alkatrészek mérettartását, és minimalizálja a selejtarányt. Ezzel egyidejűleg az automatizálás folyamatos gépkihasználtságot tesz lehetővé minimális személyzeti ráfordítás mellett. Ez növeli a sorozatgyártás hatékonyságát, és támogatja a meglévő erőforrások gazdaságosan tervezhető kihasználását.