Integrazione di flussi automatizzati nella produzione CNC in serie
Il caricamento automatizzato di torni CNC con i componenti consente uno sfruttamento uniforme della macchina con condizioni di serraggio riproducibili. In combinazione con un sistema di riconoscimento basato su telecamera, la pulizia automatizzata del mandrino e il preallineamento meccanico, il SherpaLoader®T88 automatizza una produzione in serie stabile su una DN Solutions Puma GT3100 LM. Il processo riduce al minimo gli interventi manuali, abbassa le oscillazioni produttive nel processo di lavorazione e massimizza il tempo mandrino.
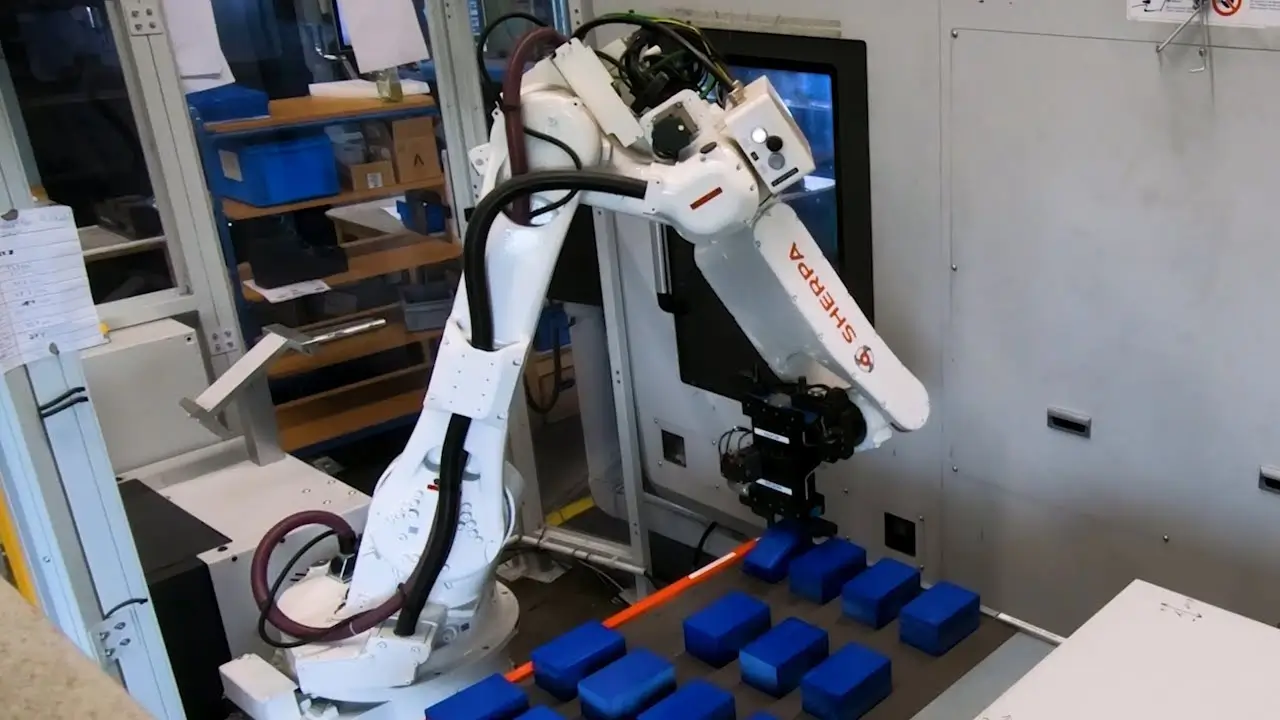
Lavorazione CNC robotizzata su una DN Solutions Puma GT3100 LM
Il flusso di materiale in questo processo di lavorazione è suddiviso in un pallet per grezzi e un pallet per pezzi finiti. In questo modo è possibile mettere a disposizione i grezzi in modo salvaspazio, impilati. Il SherpaLoader®T88 è dotato di due pinze autocentranti a tre griffe per garantire un trasporto sicuro dei componenti. Con il sistema di riconoscimento basato su telecamera integrato, il braccio del robot rileva la posizione dei grezzi sul pallet per grezzi. In questo modo si riducono i requisiti per il caricamento manuale del pallet e il processo di lavorazione può essere adattato con il minimo sforzo a condizioni produttive variabili. Comandato dal riconoscimento tramite telecamera, il robot afferra il primo grezzo con la pinza per grezzi e lo posiziona sulla stazione di allineamento. Questo preallineamento meccanico garantisce un posizionamento ripetibile e assicura la posizione di serraggio dei componenti nell’impianto. Dopo l’allineamento avviene il trasferimento dei grezzi nel mandrino della DN Solutions Puma GT3100 LM. Prima che il pezzo venga serrato, il robot pulisce automaticamente il mandrino con aria compressa. Questa operazione rimuove i residui di trucioli e refrigerante dalle superfici di serraggio e assicura condizioni di serraggio costanti. In questo modo si garantisce una qualità costante dei componenti e si riduce l’onere di manutenzione dei dispositivi di serraggio. Successivamente il grezzo viene serrato automaticamente e inizia il processo di lavorazione. Già durante la lavorazione, il robot afferra il grezzo successivo dal pallet e lo posiziona sulla stazione di allineamento. L’implementazione di processi sincronizzati riduce i tempi passivi, aumenta il tempo mandrino e consente una sequenza di processo continua. Al termine della lavorazione, il SherpaLoader®T88 pulisce automaticamente il pezzo finito con aria compressa prima di prelevarlo con la pinza per pezzi finiti. Allo stesso modo, il mandrino viene nuovamente pulito prima di serrare il grezzo successivo.
Automazione della lavorazione frontale e del retro in un tornio monomandrino DN Solutions Puma GT3100 LM
Il deposito dei semilavorati avviene in due fasi, con l’integrazione di una stazione di ribaltamento. Dapprima il semilavorato viene prelevato dalla macchina di lavorazione e depositato su una stazione di ripresa. Successivamente il pezzo finito viene afferrato dal robot dall’altro lato, ruotato e depositato sul pallet per pezzi finiti in una posizione definita. Non appena la prima lavorazione di tutti i grezzi è completata, il dispositivo di serraggio nella DN Solutions Puma GT3100 LM viene riconfigurato. Per la lavorazione del retro, il pallet per pezzi finiti funge da magazzino materiale per la lavorazione del retro dei componenti. Questa procedura consente una rilavorazione strutturata e l’automazione del lato anteriore e del retro su una macchina monomandrino.
Produzione CNC in serie robotizzata con sicurezza integrata sulla DN Solutions Puma GT3100 LM
Grazie alla movimentazione automatizzata con riconoscimento dei componenti tramite telecamera, preallineamento meccanico e pulizia costante del mandrino, si ottengono condizioni produttive costanti. La precisione dimensionale dei componenti rimane stabile, le varianze vengono ridotte e gli scarti possono essere diminuiti. Allo stesso tempo, le attività manuali vengono ridotte al minimo. La cella automatizzata sulla DN Solutions Puma GT3100 LM supporta quindi una produzione in serie scalabile dal punto di vista economico con qualità costante ed elevata disponibilità dell’impianto. Vengono sempre rispettati i massimi standard di sicurezza. L’intera unità di automazione è dotata di sistemi di monitoraggio orientati alla sicurezza. Sul lato di carico si trovano porte a battente a sorveglianza sicura, così come sul retro della macchina di lavorazione. Inoltre, la posizione e la velocità del robot vengono monitorate in modo continuo. Le porte verso l’area di lavoro del SherpaLoader®T88 sono dotate di dispositivi di blocco. Questi dispositivi impediscono all’operatore di accedere all’area di lavoro nei momenti in cui il robot tiene serrato nella pinza un componente che, cadendo, potrebbe ferire le persone.