Gamybos automatizavimas apdirbimo procesų integruojant robotą
Automatizuota CNC gamyba reikalauja tiksliai suderintų eigų, pakartojimo tikslumo tvirtinimo procesų ir patikimo bei saugaus detalių valdymo. Robotizuotas apdirbimas staklėmis Mazak VCN-530C ir su SherpaLoader®M20 atitinka šiuos reikalavimus. Nuoseklus automatizavimas didina proceso saugumą ir užtikrina pastoviai aukštą apdirbimo kokybę visuose gamybos etapuose.
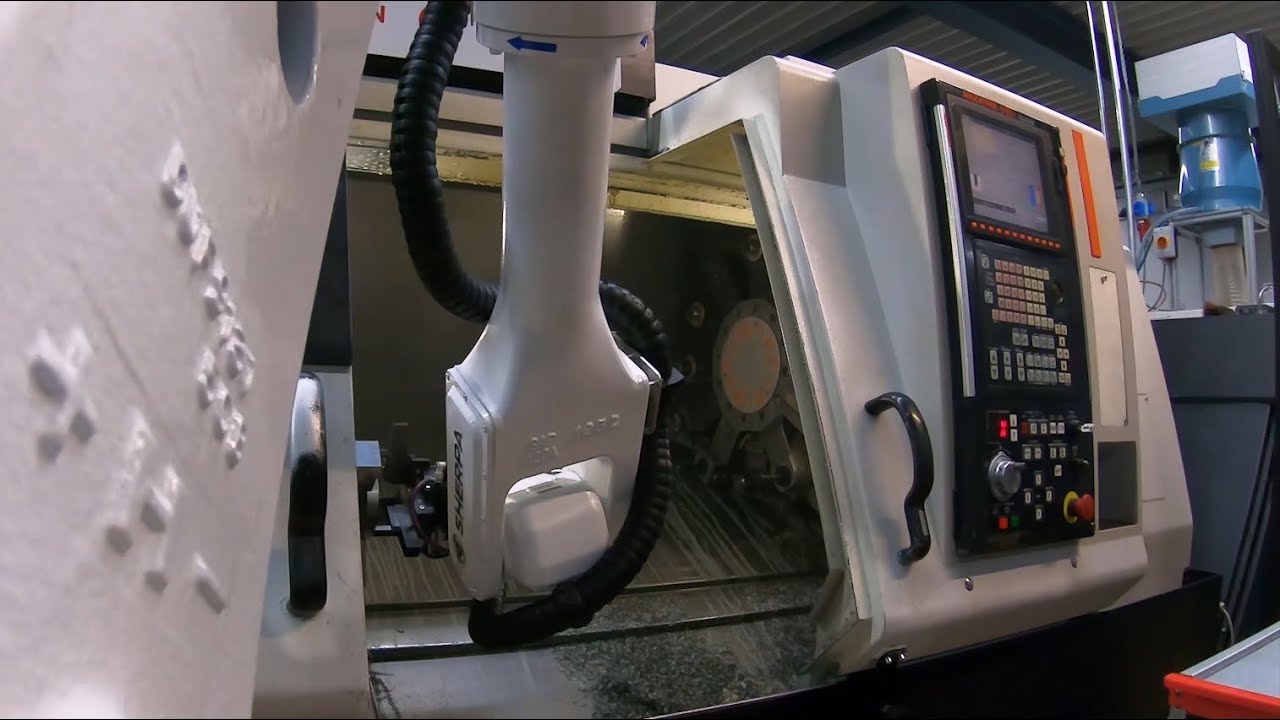
Priekinės ir galinės pusės apdirbimas staklėmis Mazak VCN-530C robotizuotai automatizuojant
Pavaizduotame gamybos procese medžiagos paruošiamos per SpaceBox. SherpaLoader®M20 automatiškai atveria medžiagų saugyklos stalčius ir integruota kameros sistema aptinka ruošinių padėtį. Taip sumažinami rankinio medžiagų saugyklos užpildymo reikalavimai. Be to, kamera aptinkant detales gamybos procesą galima kuo greičiau pritaikyti prie kintančių detalių geometrijų ir gamybos sąlygų. Roboto ranka turi du dviejų žiaunų lygiagrečius griebtuvus. Pirmuoju griebimu robotas ruošinių griebtuvu paima pirmąjį ruošinį iš medžiagų saugyklos ir perkelia jį į Mazak VCN-530C darbinę erdvę. Prieš įdedant pirmieji pneumatiniai spaustuvai automatiškai išvalomi, kad būtų pašalintos drožlių ir aušinimo skysčio liekanos nuo tvirtinimo paviršių ir užtikrinta pastovi tvirtinimo kokybė. Po to robotas įdeda ruošinį ir pneumatinis tvirtinimo įtaisas užveriamas. Prasideda priekinės detalės pusės frezavimas. Dar vykstant apdirbimui, robotas paima kitą ruošinį iš SpaceBox. Įdiegus sinchroniškus procesus, sumažinamas pagalbinis laikas ir padidinamas suklio veikimo laikas. Užbaigus pirmąjį apdirbimo etapą, apdirbta detalė automatiškai išvaloma suspaustu oru, kad būtų pašalintos drožlės ir ji būtų paruošta tolesniam apdorojimui. SherpaLoader®M20 paima detalę iš pirmųjų spaustuvų ir vėl išvalo staklių spaustuvus, prieš įdedant ir tvirtinant kitą, jau atsineštą ruošinį. Anksčiau apdirbtą pusfabrikatį robotas padeda ant perkėlimo stoties, suspaudžia neapdirbtoje pusėje ir, apvertęs, padeda ant lygiavimo stoties, kur jis referencuojamas per mechanines atramas. Mechaninis referencavimas per atramas lygiavimo stotyje užtikrina pakartojimo tikslumo ruošinio pozicionavimą prieš tvirtinimą. Taip apdirbimo padėtis patikimai sukuriama nepriklausomai nuo galimų padėties nuokrypių apvertus ar perkėlus detalę. Tai mažina korekcijų sąnaudas, didina antrosios apdirbimo pusės matmenų tikslumą ir palaiko stabilią serijinę gamybą su vienoda kokybe. Po to robotas perkelia išlygiuotą detalę į antruosius Mazak VCN-530C spaustuvus. Šie taip pat prieš tvirtinant automatiškai išvalomi. Tiesioginis antrosios pusės apdirbimas to paties proceso metu didina matmenų tikslumą bei proceso saugumą ir užtikrina detalės lygiavimą per abu apdirbimo etapus. Užbaigus galinės pusės apdirbimą, SherpaLoader®M20 gatavą detalę vėl padeda į medžiagų saugyklą.
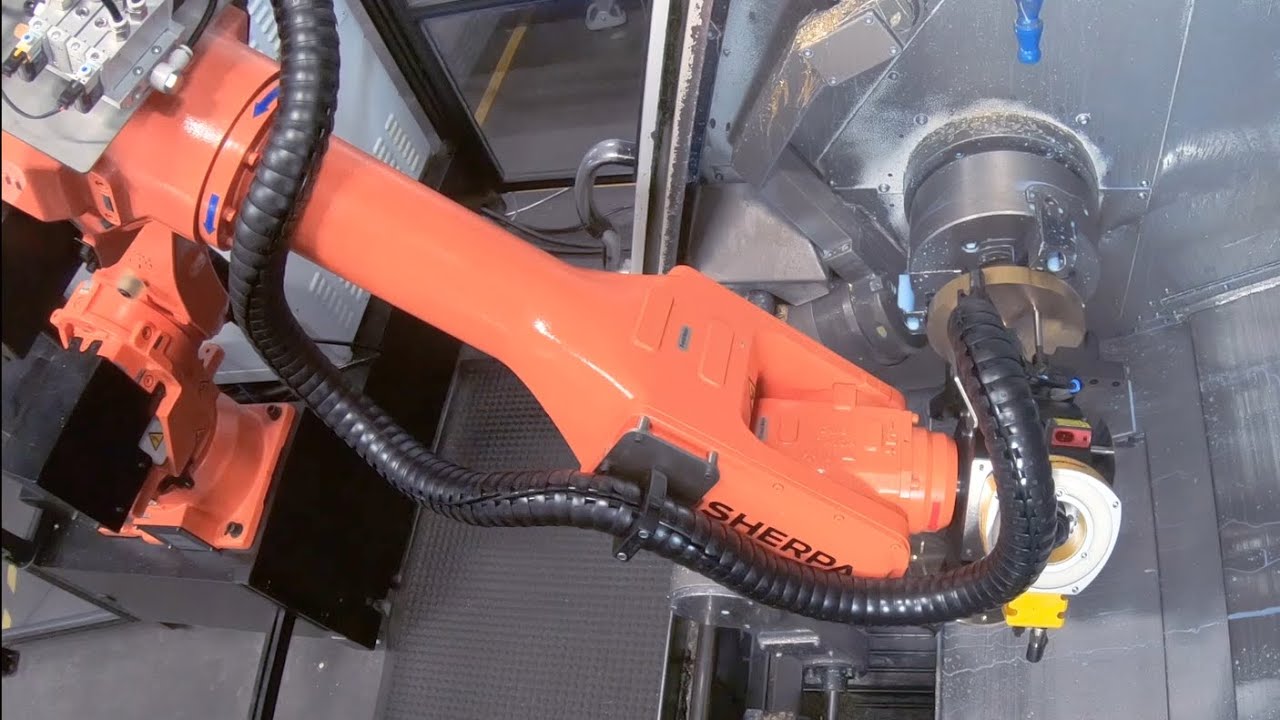
Pakartojimo tikslumo CNC gamyba su automatizuotu detalių grąžinimu staklėmis Mazak VCN-530C
Struktūrizuota visų žingsnių seka užtikrina nepertraukiamą medžiagų srautą be rankinio įsikišimo. Automatiškai išvalius abejus spaustuvus bei tiksliai pozicionavus per kameros aptikimą ir lygiavimo stotį, susidaro stabilios tvirtinimo sąlygos su pastoviais apdirbimo rezultatais. Taip automatizuotas CNC apdirbimas staklėmis Mazak VCN-530C leidžia atkartojamą frezavimą su aukščiausiu pakartojimo tikslumu, minimaliu broku ir dideliu ekonomiškumu. Be vienodos detalių kokybės, efektyviau naudojami ir personalo ištekliai, nes mažinamos rankinio darbo sąnaudos ir optimizuojamas staklių veikimo laikas. Be to, automatizuotas gatavų detalių grąžinimas į SpaceBox užtikrina procesiškai saugų tolesnį apdorojimą be papildomų perkėlimo žingsnių. Visas procesas apsaugotas šviesos užuolaida, stebimomis prieigos durimis bei apsauga nuo įsikišimo, todėl roboto darbo zona patikimai atskirta nuo gamybos aplinkos. Taip nuolat užtikrinama personalo ir įrenginio apsauga.