Tootmise automatiseerimine töötlemisprotsesside roboti integreerimise abil
Automatiseeritud CNC-tootmine eeldab täpselt häälestatud protsesse, korratustäpseid kinnitusprotsesse ning detailide usaldusväärset ja ohutut käsitsemist. Robotipõhine töötlemine Mazak VCN-530C ja SherpaLoader®M20 abil tuleb nende nõuetega toime. Katkematu automatiseerimine suurendab protsessikindlust ja võimaldab ühtlaselt kõrget töötlemiskvaliteeti kõigis tootmissammudes.
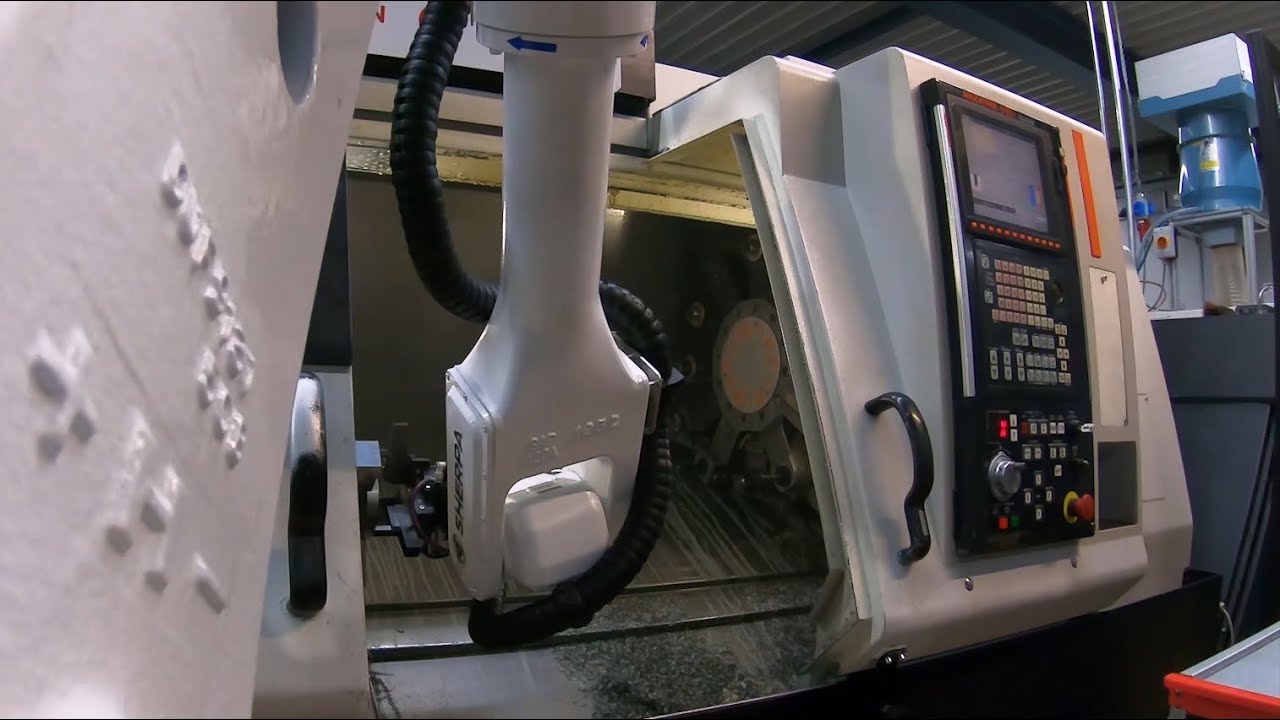
Esi- ja tagakülje töötlemine Mazak VCN-530C pingil robotipõhise automatiseerimise abil
Kujutatud tootmisprotsessis toimub materjali ettevalmistamine SpaceBoxi abil. SherpaLoader®M20 avab materjali lao sahtlid automaatselt ja tuvastab toorikute positsiooni integreeritud kaamerasüsteemiga. Nii vähendatakse nõudeid materjali lao käsitsi täitmisele. Lisaks saab detailide kaameratuvastuse abil tootmisprotsessi võimalikult kiiresti kohandada muutuvate detailigeomeetriate ja tootmistingimustega. Robotikäsi on varustatud kahe kaheloualise paralleelhaaratsiga. Esimese haaramistoiminguga eemaldab robot esimese tooriku toorikuhaaratsiga materjali laost ja viib selle Mazak VCN-530C tööruumi. Enne asetamist puhastatakse esimesed pneumaatilised kruustangid automaatselt, et eemaldada kinnituspindadelt laastu- ja jahutusvedeliku jäägid ning tagada püsiv kinnituskvaliteet. Seejärel asetab robot tooriku sisse ja pneumaatiline kinnitusseade suletakse. Algab detaili esikülje freesimine. Juba käimasoleva töötlemise ajal haarab robot järgmise tooriku SpaceBoxist. Sünkroonsete protsesside rakendamisega vähendatakse kõrvalaegu ja tõstetakse spindliaega. Pärast esimese töötlemissammu lõppu puhastatakse töödeldud detail automaatselt suruõhuga, et vabastada see laastudest ja valmistada järgnevaks töötluseks ette. SherpaLoader®M20 eemaldab detaili esimestest kruustangidest ja puhastab masinkruustangid uuesti, enne kui järgmine, juba kaasa toodud toorik sisse asetatakse ja kinnitatakse. Eelnevalt töödeldud pooltoote asetab robot ümberhaaramisjaamale, kinnitab töötlemata küljelt ja asetab ümberpööratuna joondamisjaamale, kus see referentsitakse mehaaniliste piirete abil. Mehaaniline referentsimine piirete abil joondamisjaamas tagab tooriku korratustäpse positsioneerimise enne kinnitamist. Nii saavutatakse töötlemispositsioon usaldusväärselt sõltumata võimalikest asendikõrvalekalletest pärast detaili ümberpööramist või ümberasetamist. See vähendab parandustööd, suurendab teise töötlemiskülje mõõtmetäpsust ja toetab stabiilset seeriatootmist ühtlase kvaliteediga. Seejärel viib robot joondatud detaili Mazak VCN-530C teistesse kruustangidesse. Ka need puhastatakse enne kinnitamist automaatselt. Teise külje vahetu töötlemine sama protsessi raames suurendab mõõtmetäpsust ja protsessikindlust ning kindlustab detaili joonduse mõlema töötlemisastme vältel. Pärast tagakülje töötlemise lõppu asetab SherpaLoader®M20 valmis detaili tagasi materjali lattu.
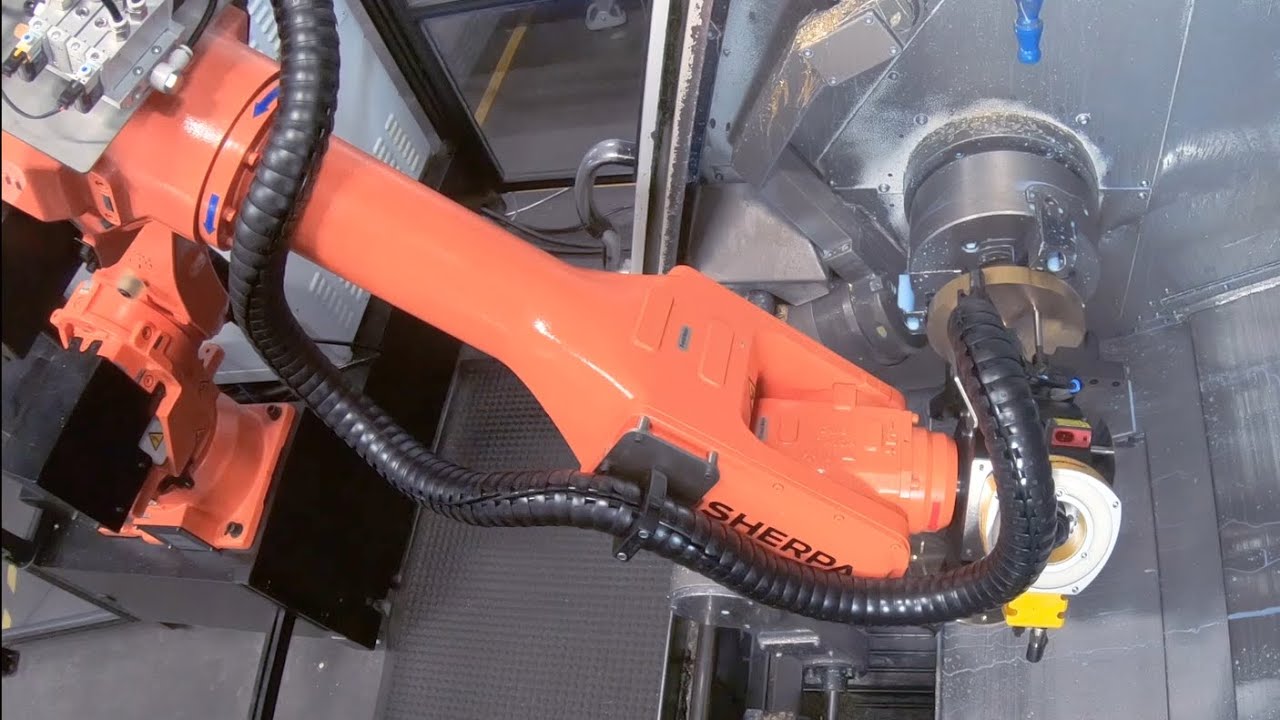
Korratustäpne CNC-tootmine automatiseeritud detailide tagasipaigutamisega Mazak VCN-530C pingil
Kõigi sammude struktureeritud järjestus tagab katkematu materjalivoo ilma käsitsi sekkumisteta. Mõlema kruustangide automaatse puhastamise ning kaameratuvastuse ja joondamisjaama kaudu täpse positsioneerimise tulemusena tekivad stabiilsed kinnitustingimused püsivate töötlemistulemustega. Automatiseeritud CNC-töötlemine Mazak VCN-530C pingil võimaldab nii korratava freesimise kõrgeima korratustäpsuse, minimaalse praagi ja kõrge tasuvusega. Lisaks ühtlasele detaili kvaliteedile kasutatakse ka personaliressursse tõhusamalt, kuna käsitsi tehtavat tööd vähendatakse ja masina tööaegu optimeeritakse. Valmis detailide automatiseeritud tagasipaigutamine SpaceBoxi tagab lisaks protsessikindla edasitöötlemise ilma täiendavate ümberpaigutamissammudeta. Kogu protsess on kindlustatud valguskardina, jälgitava juurdepääsuukse ja sekkumiskaitsega, nii et roboti tööala on usaldusväärselt tootmiskeskkonnast eraldatud. Nii tagatakse personali ja seadme kaitse püsivalt.