Automatyzacja procesu z Hermle C 20 U i SherpaLoader® M25
Dla ekonomicznego wykorzystania 5-osiowych centrów obróbczych kluczową rolę odgrywa ograniczenie ręcznych ingerencji. We wdrożonym tutaj rozwiązaniu SherpaLoader® M25 automatyzuje kompleksową manipulację przedmiotami obrabianymi na Hermle C 20 U. Przebiegi od pobrania półfabrykatu do odłożenia części gotowej są wzajemnie zsynchronizowane i umożliwiają równomierne podawanie części przy stałej jakości mocowania. Połączenie rozpoznawania części opartego na kamerze, zautomatyzowanej obsługi uchwytów obróbkowych i regulowanej sekwencji czyszczenia stanowi podstawę stabilnego, robotycznego procesu produkcyjnego.
Zintegrowane funkcje bezpieczeństwa dla pracy automatycznej
Dla bezpiecznej realizacji zautomatyzowanego procesu cela robota jest wyposażona w kompleksowe urządzenia ochronne. Bezpiecznie nadzorowana kurtyna świetlna po stronie załadunku o rozdzielczości 30 mm zapobiega przypadkowemu sięgnięciu osób do obszaru bezpieczeństwa. Dochodzą do tego nadzorowane drzwi skrzydłowe z tyłu. W połączeniu z ciągłym porównywaniem pozycji i prędkości robota zawsze zapewniona jest praca bezpieczna dla osób, a sięganie, podpełzanie lub sięganie ponad podczas pracy są niezawodnie uniemożliwiane. Urządzenia bezpieczeństwa umożliwiają nieprzerwany, niezawodnie zabezpieczony przebieg.
Robotyczna obróbka CNC na Hermle C 20 U
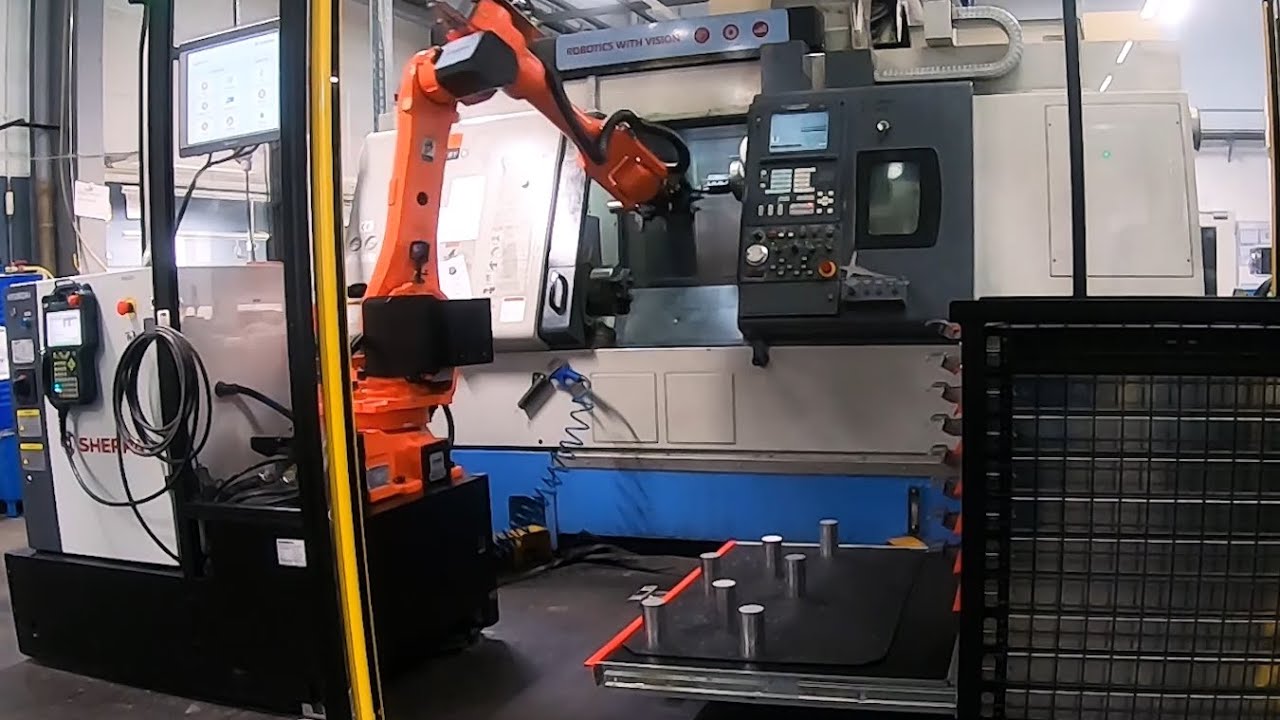
Przygotowanie materiału odbywa się za pośrednictwem SpaceBox. Jest ona otwierana automatycznie przez robota za pomocą haka wyciągowego na chwytaku robota. System rozpoznawania oparty na kamerze rejestruje następnie pozycje półfabrykatów w magazynie materiałowym, dzięki czemu możliwe jest bezpieczne i zgodne z położeniem chwytanie przez SherpaLoader® M25. Automatyczna rejestracja półfabrykatów zmniejsza wymagania dotyczące ręcznego zasilania magazynu materiałowego i umożliwia nieskomplikowane dostosowanie automatyzacji do zmieniających się geometrii przedmiotów obrabianych i warunków produkcji. Ramię robota jest wyposażone w dwa chwytaki równoległe dwuszczękowe. Mocuje pierwszy półfabrykat za pomocą chwytaka do półfabrykatów i pozycjonuje go na stacji wyrównywania względem zderzaka mechanicznego. Określone wstępne wyrównanie ogranicza błędy mocowania, zabezpiecza powtarzalne mocowanie w imadle maszyny i wspiera powtarzalność jakości obróbki. Po zautomatyzowanym wyrównaniu półfabrykatu SherpaLoader® M25 przekazuje go do przestrzeni roboczej Hermle C 20 U. Przed włożeniem części następuje automatyczne czyszczenie imadła w celu usunięcia pozostałości wiórów lub cieczy chłodząco-smarującej. Dzięki temu poprawiają się warunki mocowania, ogranicza się zużycie techniki mocowania i unika się potencjalnych zakłóceń w procesie obróbki. Następnie robot wkłada półfabrykat do imadła maszynowego. SherpaLoader® M25 dysponuje zintegrowaną wkrętarką momentową, za pomocą której robot może zamknąć mechaniczne imadło z określonym momentem i kątem obrotu. Podczas obróbki skrawaniem równolegle do czasu głównego przygotowywany jest już kolejny półfabrykat. Wdrożenie zsynchronizowanych przebiegów ogranicza przestoje maszyny i umożliwia maksymalizację czasu pracy wrzeciona. Po procesie obróbki skrawaniem ramię robota czyści część gotową, aby usunąć przywierające zanieczyszczenia, takie jak wióry czy ciecz chłodząco-smarująca. Następnie SherpaLoader® M25 otwiera imadło za pomocą wkrętarki momentowej i pobiera część gotową chwytakiem do części gotowych. Imadło jest ponownie automatycznie czyszczone, zanim kolejny półfabrykat zostanie włożony i zamocowany. Gotowe części są odkładane z powrotem w magazynie materiałowym. Dzięki ustandaryzowanemu czyszczeniu i przekazywaniu wspierana jest stała jakość obróbki i upraszcza się konserwacja maszyny.
Wydajna automatyzacja Hermle C 20 U z SherpaLoader® M25
Zautomatyzowane przekazywanie na Hermle C 20 U przez SherpaLoader® M25 tworzy powtarzalne warunki dla całego procesu obróbki skrawaniem. Dzięki połączeniu określonego rozpoznawania przedmiotów obrabianych, precyzyjnego wstępnego wyrównania i zautomatyzowanej obsługi imadła można ograniczyć wpływy ręcznych ingerencji. Robotyczna obróbka CNC przebiega dzięki temu w stałych warunkach mocowania i przekazywania, przez co poprawia się dokładność wymiarowa części i minimalizuje się wskaźnik braków. Jednocześnie automatyzacja umożliwia ciągłe wykorzystanie maszyny przy minimalnym nakładzie personelu. Zwiększa to efektywność w produkcji seryjnej i wspiera ekonomicznie planowalne wykorzystanie dostępnych zasobów.