Powtarzalna produkcja seryjna na Chiron Mill 3000 ze zintegrowanym wstępnym tłoczeniem
Dla ekonomicznych procesów frezowania o niezmiennej jakości części niezbędne są ustandaryzowane warunki mocowania i powtarzalne przebiegi. SherpaLoader®M20 automatyzuje obróbkę CNC na Chiron Mill 3000 poprzez połączenie rozpoznawania części opartego na kamerze, zdefiniowanych procesów wyrównywania i tłoczenia oraz synchronicznych przebiegów w celu redukcji ręcznych interwencji. Stwarza to warunki dla stabilnych procesów obróbki skrawaniem o najwyższej powtarzalności przy wysokiej dostępności maszyny.
Przygotowanie procesu wspomagane robotem obróbki CNC z Chiron Mill 3000
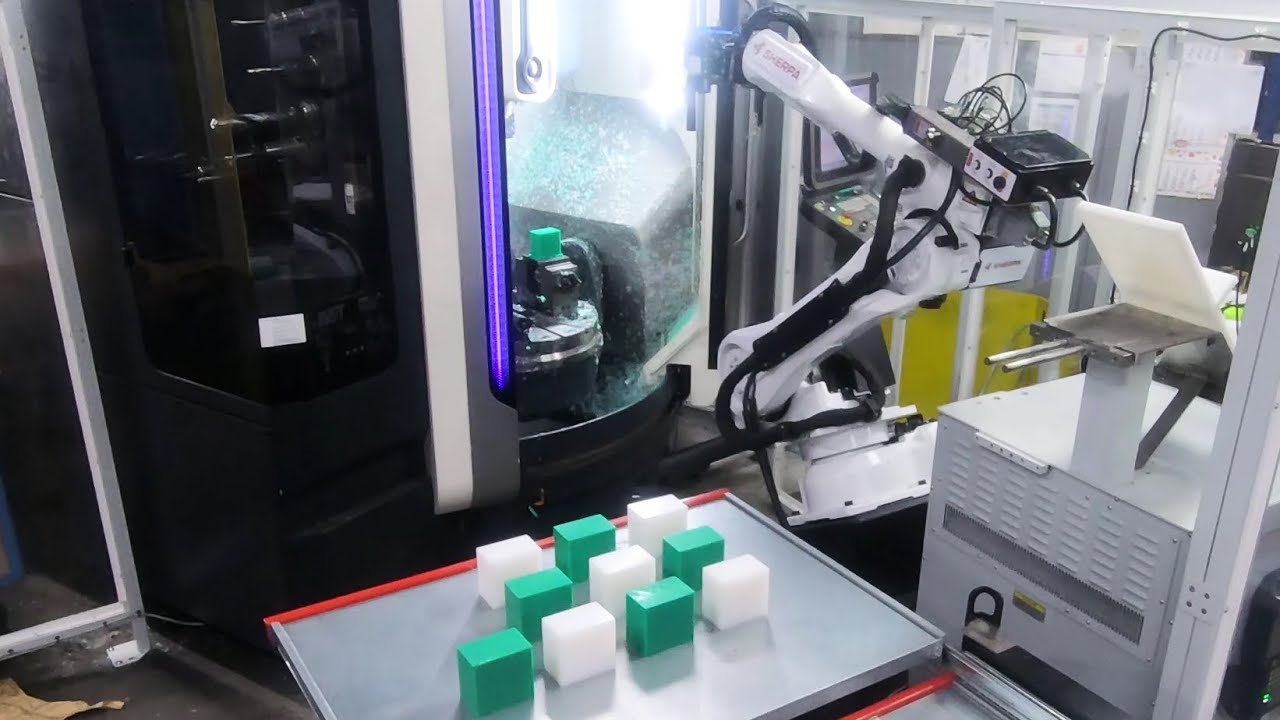
Przygotowanie materiału odbywa się za pomocą SpaceBox. Robot automatycznie otwiera magazyn materiałowy i wykrywa pozycję półfabrykatów za pomocą systemu rozpoznawania opartego na kamerze. Rozpoznawanie półfabrykatów sterowane kamerą redukuje wymagania względem ręcznego załadunku magazynu materiałowego. Ramię robota jest wyposażone w dwa chwytaki równoległe dwuszczękowe. Chwytakiem do półfabrykatów robot chwyta pierwszy półfabrykat i pozycjonuje go na stacji wyrównywania. Na stacji wyrównywania półfabrykat zostaje grawimetrycznie wyrównany przy zderzaku mechanicznym i w ten sposób przygotowany do dalszego mocowania. Dzięki temu zapewniana jest powtarzalna sytuacja mocowania w Chiron Mill 3000 oraz niezmienna jakość części. Po wyrównaniu część zostaje przekazana do stacji wstępnego tłoczenia. Tam następuje zdefiniowane tłoczenie części, które przygotowuje kształtowe osadzenie uzębienia imadła w przedmiocie. Zwiększa to siły utrzymania podczas obróbki i umożliwia skrócone czasy obróbki przy niezmiennym bezpieczeństwie procesu. Przed włożeniem półfabrykatu do imadła Chiron Mill 3000 SherpaLoader®M20 automatycznie czyści imadło sprężonym powietrzem, usuwając w ten sposób pozostałości wiórów i chłodziwa. Dzięki temu zapewnione jest, że część jest mocowana w niezmiennych warunkach, bez ciał obcych między częścią a szczękami mocującymi. Automatyczne czyszczenie zwiększa bezpieczeństwo procesu, zapobiega odchyleniom pozycji spowodowanym zanieczyszczeniami i przyczynia się do niezmiennego rozkładu siły mocowania. Stanowi to podstawę dla powtarzalnych wyników obróbki i redukuje ryzyko odchyleń wymiarowych lub niepożądanych wibracji podczas obróbki skrawaniem. Po włożeniu części do imadła robot zamyka imadło za pomocą zintegrowanej elektrycznej wkrętarki momentowej. Za pomocą wkrętarki momentowej ramię robota może zamknąć imadło maszynowe ze zdefiniowanym momentem i kątem obrotu. W ten sposób mocowanie części jest utrzymywane na stałym poziomie. Następnie rozpoczyna się proces obróbki skrawaniem.
Zautomatyzowana obróbka końcowa procesu obróbki skrawaniem na Chiron Mill 3000
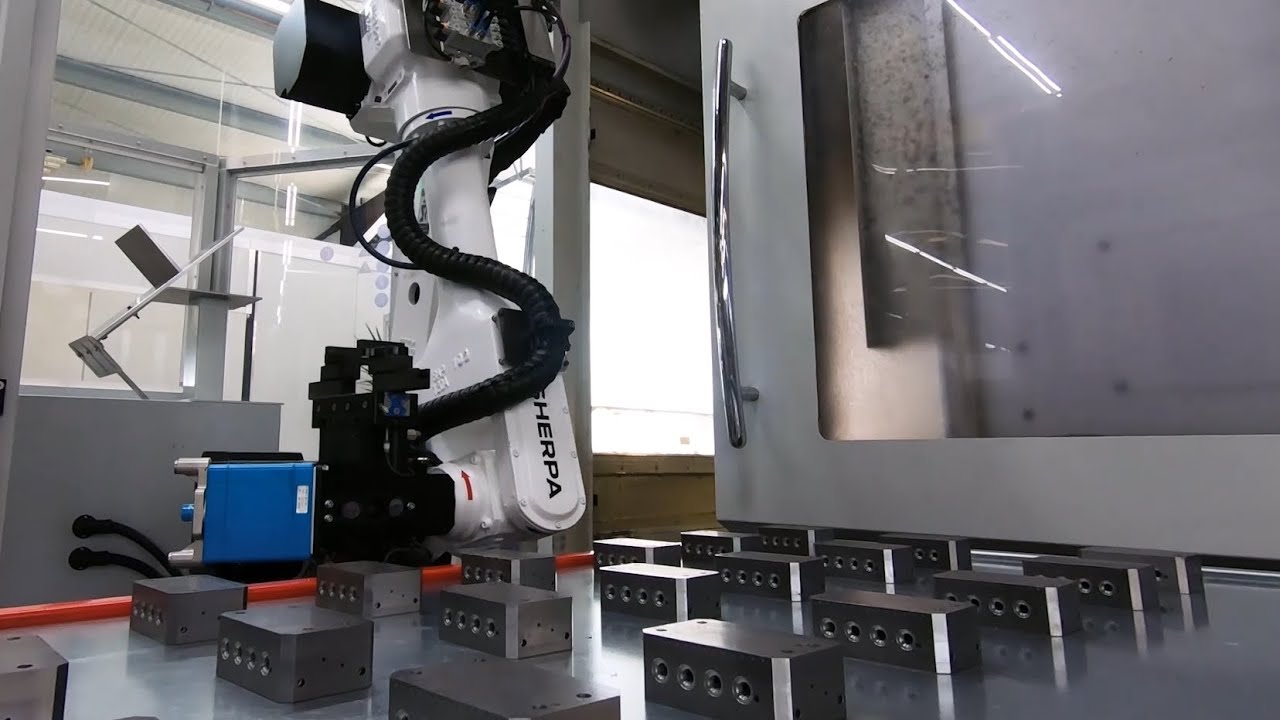
Równolegle do obróbki skrawaniem odbywa się już wyrównywanie i wstępne tłoczenie następnego przedmiotu. Te zsynchronizowane procesy skracają czas taktu i zwiększają czas pracy wrzeciona. Po zakończeniu obróbki SherpaLoader®M20 czyści część i otwiera imadło. Następnie ramię robota pobiera część gotową chwytakiem do części gotowych z imadła i ponownie umieszcza ją w magazynie materiałowym. Podczas pobierania części gotowej robot wprowadza już nowy półfabrykat do przestrzeni roboczej Chiron Mill 3000 i może go bezpośrednio włożyć z powrotem do otwartego imadła, dzięki czemu przebieg trwa nieprzerwanie i osiągana jest wysoka powtarzalność. Podczas całego procesu zawsze spełniane są najwyższe standardy bezpieczeństwa. Cała instalacja jest zabezpieczona kilkoma urządzeniami techniki bezpieczeństwa. Otaczająca osłona ochronna ogranicza obszar roboczy robota. Dodatkowo drzwi dostępowe z ryglowaniem bezpieczeństwa oraz bariera świetlna nadzorują dostęp do przestrzeni obróbczej, dzięki czemu eksploatacja może odbywać się wyłącznie w stanie zabezpieczonym.
Zautomatyzowana manipulacja częściami na Chiron MILL 3000 ze zintegrowanym SherpaLoader® M25
Dzięki integracji SherpaLoader®M20 w proces produkcyjny powstaje ustandaryzowana i powtarzalna manipulacja częściami, która w dużej mierze rezygnuje z ręcznych interwencji. Zautomatyzowane przebiegi – od rozpoznawania materiału przez mocowanie aż po przekazanie części gotowej – zapewniają stabilne warunki procesu i przyczyniają się do niezmiennej jakości części. Jednocześnie optymalizowany jest czas pracy maszyny, ponieważ redukowane są czasy uzbrajania i czasy pomocnicze. Zautomatyzowana realizacja całego procesu manipulacji zwiększa w ten sposób nie tylko bezpieczeństwo procesu, ale poprawia również ekonomiczność produkcji.